


Fanuc 向け G83 ペック ドリリング サイクル (深穴)
G83 ペック ドリリング サイクル G コードはモーダルなので、X 軸および/または Y 軸の移動ごとにアクティブ化され、その位置まで高速で移動し、この固定サイクル (ドリリング) がキャンセルされるまで (G80) 再度実行されます。 .
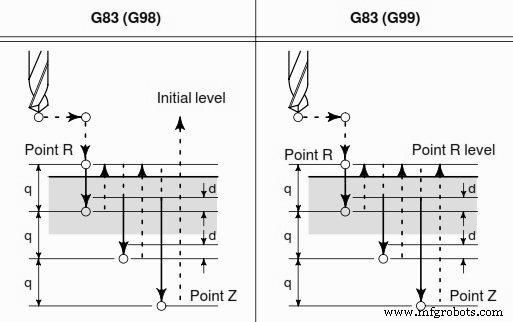
G83 深穴ペック掘削サイクル オペレーション
ファナック向け G83 深穴ペック ドリル サイクル
G83 はペック ドリル サイクルであるため、G83 ドリル サイクルの各ペックの深さは、Q で定義された量になります。
ツールはペック (Q 深さ) を取得します。
次に、ツールは各ペックの後に R 平面まで急速に上昇し、
次のペックに戻ります
Z 深さに達するまで。
穴間の位置決め用の Z 位置のクリアランス位置には、G98 と G99 を使用します。
G83 ペック掘削サイクル フォーマット
G83 X_ Y_ Z_ R_ Q_ F_ K_;
X Y – 穴位置データ
Z – Z 深さ (R 平面から始まる Z 深さへの送り)
R – R 平面の位置
Q – 各切削送りの切削深さ (各ペックの深さ)
F – 切削送り速度
K – 繰り返し回数 (必要な場合)
G83 ペック穴あけサイクルの完全な CNC プログラミング例 G81 穴あけサイクル G98 を使用した G83 ペック穴あけ G99 サンプル プログラム
CNCマシン
- ドリフトのない深穴掘削
- 深穴加工用の工具安定性ソリューション
- Fanuc G74 ペック ドリル サイクルによる単純な CNC 旋盤ドリル
- ダミーのためのファナック G76 スレッド サイクル
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- Fanuc G84 リジッド ペック タッピング サイクル
- G83 Peck Drilling Cycle with G70 Bolt Hole Circle サンプル プログラム
- G83 ペック掘削サイクルの例
- Haas CNC 用 G83 ペック ドリリング サイクル (深穴)
- ECS G83/r 切りくず処理サイクルのドウェルによる深穴加工
- ECS G83 クリアリング サイクルによる深堀り