


ペック ドリリング用の Fanuc Lathe カスタム マクロ
Fanuc Peck 掘削マクロ
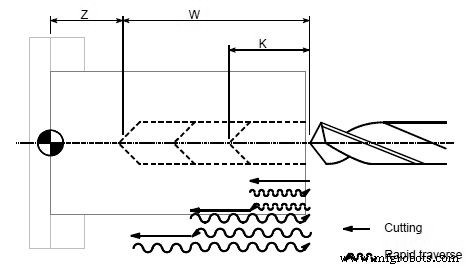
X 軸と Z 軸に沿って、事前に工具を穴あけサイクルの開始位置に移動します。穴の深さには Z または W、切削の深さには K、穴をあけるための切削送り速度には F を指定します。
次のカスタム マクロは、FANUC Series 30i/31i/32i-MODEL A などの Fanuc cnc コントロールで動作します
プログラミング
G65 P9100 Z K F
または
G65 P9100 W K F
| パラメータ | 説明 |
|---|---|
| Z | 穴の深さ (絶対プログラミング) |
| 西 | 穴の深さ (インクリメンタル プログラミング) |
| K | 1サイクルあたりの切削量 |
| F | 切削送り速度 |
カスタム マクロ
メイン プログラム
G50 X100.0 Z200.0 ; G00 X0 Z102.0 S1000 M03 ; G65 P9100 Z50.0 K20.0 F0.3 ; G00 X100.0 Z200.0 M05 ; M30
マクロ プログラム
O9100; #1=0; (Clear the data for the depth of the current hole.) #2=0; (Clear the data for the depth of the preceding hole.) IF [#23 NE #0] GOTO 1; (If incremental programming, specifies the jump to N1.) IF [#26 EQ #0] GOTO 8; (If neither Z nor W is specified, an error occurs.) #23=#5002-#26; (Calculates the depth of a hole.) N1 #1=#1+#6; (Calculates the depth of the current hole.) IF [#1 LE #23] GOTO 2; (Determines whether the hole to be cut is too deep?) #1=#23; (Clamps at the depth of the current hole.) N2 G00 W-#2; (Moves the tool to the depth of the preceding hole at the cutting feedrate.) G01 W- [#1-#2] F#9; (Drills the hole.) G00 W#1; (Moves the tool to the drilling start point.) IF [#1 GE #23] GOTO 9; (Checks whether drilling is completed.) #2=#1; (Stores the depth of the current hole.) N9 M99 N8 #3000=1; (NOT Z OR U COMMAND Issues an alarm.)
CNCマシン
- 旋盤シリーズはカスタムコントロールを備えています
- 深穴加工用の工具安定性ソリューション
- Fanuc G74 ペック ドリル サイクルによる単純な CNC 旋盤ドリル
- Fanuc CNC Lathe のプログラミング例
- G78 ねじ切りサイクル – ファナック旋盤プログラミング
- Fanuc G84 リジッド ペック タッピング サイクル
- G83 Peck Drilling Cycle with G70 Bolt Hole Circle サンプル プログラム
- G83 ペック掘削サイクルの例
- カウンターボアの G65 マクロ
- 内部ヘリカル用 G65 マクロ
- Fanuc マクロと G66 モーダル コールを使用して独自の G81 ドリル サイクルを作成する