


Okuma G74 リバース タッピング サイクル
オークマ G74 リバース タッピング サイクル
G74 逆タッピングサイクル
プログラミング
G74 X__Y__Z__R__P__Q__F__
パラメータ
| パラメータ | 説明 |
|---|---|
| X,Y | 穴位置の座標値 |
| Z | 穴底レベル G90 モードの場合: 選択した座標系での位置 G91 モードの場合: ポイント R レベルからの距離 |
| R | ポイントRレベル |
| P | 穴底での滞留時間 |
| Q | ポイント R レベルでの滞留時間 |
| F | 送り速度 |
加工手順
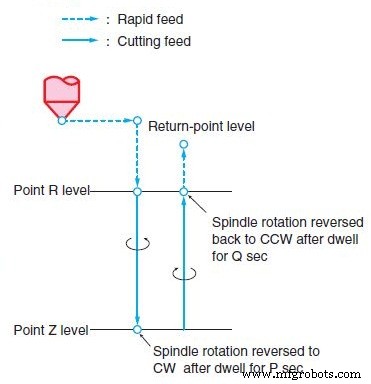
(1) X軸とY軸の早送りでの位置決め
(2) R点レベルへの早送りでの位置決め
(3) 指定切削でのZ点レベルへのタッピング
(4) Z 点レベルで P 秒間滞留後、主軸回転方向を CW 方向に反転。
(5) 原点復帰切削送り速度でのRレベル
(6) R点レベルにQ秒間滞留後、主軸回転方向をCCW方向に反転
(7) 復帰点レベルに復帰速い送り速度で。
詳細 - P および/または Q 値が指定されていない場合、ドウェルは実行されません。 P 値と Q 値の単位は、G04 モードのドエル コマンドで使用されるものと同じです。
- 逆タップ操作中は、フィード オーバーライドは無視されます。
- Z 点レベルから R 点レベルに戻る途中で SLIDE HOLD ボタンを押すと、R 点レベルに達した後にサイクルが停止します。
- 次のタッピング点への位置決めが、主軸反時計回りの回転開始後、タッピング工具がワークから完全に離れる前の R 点レベルで実行される場合は、Q を指定してこのレベルでドウェルを入力します。
- 切削送り速度オーバーライドと主軸速度オーバーライド値の両方が 100% に固定されます。早送りオーバーライドを設定できます。
CNCマシン
- ねじフライス盤とタッピング
- リバースエンジニアリングとは何ですか?
- Fanuc G74 ペック ドリル サイクルによる単純な CNC 旋盤ドリル
- G90 ターニング サイクル
- G74 ペック穴あけサイクルによる端面溝入れ CNC プログラミング チュートリアル
- Fanuc G84 リジッド ペック タッピング サイクル
- G74 左手タッピング サイクルまたはリバース タッピング サイクル
- G84 タッピング サイクルの CNC プログラムの例
- G81 穴あけサイクル G84 タッピング サイクル CNC プログラムの例
- Fanuc G74 左手ペック タッピング サイクル – CNC ミル
- ECS G84 タッピング サイクル