


G90 ターニング サイクル
G90 ターニング サイクル フォーマット
G90 ターニング サイクルは、
などの多くの名前で呼び出されます。G90 固定サイクル、G90 ストレート カッティング サイクル、G90 荒削りサイクル、G90 荒削り固定サイクル、G90 ボックス サイクル。
G90 ターニング サイクルは単純なターニングに使用されますが、追加パスの X 軸位置を指定することで複数のパスが可能です。
関連:G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
G90 荒削り固定サイクル を使用できます
- 直進。
- ボーリング作業
- テーパーカット
プログラミング
G90 X... Z... I...
または
G90 X... Z... R...
パラメータ
| パラメータ | 説明 |
|---|---|
| X | 切断する直径 |
| Z | Z 軸の終点。 |
| Q | 開始点の角度 |
| I または R | テーパーの距離と方向 (半径値)。 |
注意 – 一部の cnc コントロールは、G90 直線切削サイクルのテーパーに「I」を使用し、一部の新しい cnc コントロールは、テーパー値に「R」を使用します。
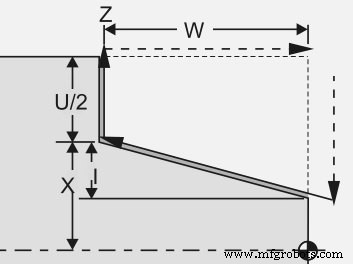
増分値
G90 ターニング サイクルでは、X と Z の代わりに U と W のような増分値を使用できます。
G90 U... W...
U – ターゲットまでの x 軸の増分距離。
W – ターゲットまでの z 軸の増分距離。
作業/操作
<オール>G90 ターニング サイクルにより、すべてのパスの深さを制御できます。
CNC プログラムの例
G30 U0 W0 G50 S2000 T0100 G96 S200 M03 G00 X56.0 Z2.0 T0101 M08 G90 X51.0 W-32.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G30 U0 W0 M30
コードの説明
上記の cnc プログラム コードでわかるように、
最初のカットは X51 で行われます
2 番目のカットは X46 で行われます
3 番目のカットは X41 で行われます
…
最後のカットは X30 で行われます
G90 ターニング サイクルのキャンセル
G90 ターニング サイクルはモーダル G コードです。
「モーダル」G コードは、取り消されるか矛盾する G コードに置き換えられるまで有効であることを意味します。
これは、G00、G01 などの別のモーション コマンドが与えられるまで、G90 回転サイクルがアクティブのままであることを意味します。上記の cnc プログラムの例のように、G90 G コードは G30 G コードでキャンセルされます。
簡単に言えば、G00、G01 などのモーション コマンドを作成して、G90 回転サイクルを終了する必要があります。
G90 ターニング サイクルと G71 ターニング サイクルの比較
G90 ターニング サイクルは、ストレート カットとテーパー カットのみを行うことができます。G90 ターニング サイクルでは円弧 (円弧補間) をカットすることはできません。
代わりに、G71 ターニング サイクル はストレート、テーパー、アークもカットします。
CNCマシン