


オークマ G76 ファイン ボーリング サイクル
オークマ G76 ファイン ボーリング サイクル
G76 ファインボーリングサイクル
プログラミング
G76 X__Y__Z__R__Q__(I__J__) P__F__
パラメータ
| パラメータ | 説明 |
|---|---|
| X,Y | 穴位置の座標値 |
| Z | 穴の底レベル |
| R | ポイントRレベル |
| Q | シフト量(下記説明参照) |
| 私、J | シフト量(下記説明参照) |
| P | 穴底での滞留時間 |
| F | 送り速度 |
加工手順
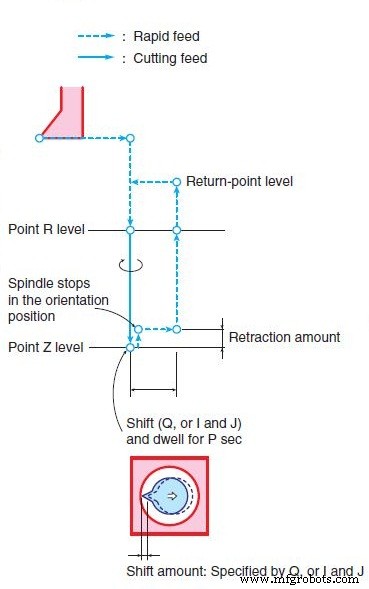
(1) X軸とY軸の早送りでの位置決め
(2) R点レベルへの早送りでの位置決め
(3) 指定切削でZ点レベルへのボーリング
(4) Z 点レベルに P 秒間滞留し、NC オプションパラメータ(FIXED CYCLE)の SHIFT DIRECTION AND AXIS IN G76、G87 に設定した量だけ後退後、オリエンテーション位置でスピンドルを停止します。その後、工具ビットが加工されたワーク内面から離れる方向に移動量 Q だけ移動します。
(5) 早送り速度で復帰点レベルに戻る場合
( 6) 工具がシフト量 Q だけビット方向に戻り、スピンドルが時計回りに回転を開始します。
詳細
Z点高さでの後退量
Z軸がZ点高さから上方へ後退する量は、NCオプションパラメータ(FIXED CYCLE)のSHIFT DIRECTION AND AXIS IN G76, G87で設定します。
シフト量
a . Q は、NC オプションパラメータ(FIXED CYCLE)の SHIFT DIRECTION AND AXIS IN G76、G87 での設定により、サイクル軸が Z 軸に固定されている場合のシフト量を指定するために使用されます。値セットは常に正でなければなりません。シフト動作の方向は、+X、-X、+Y、-Y のいずれかをあらかじめパラメータで設定しておく必要があります。 Q 値はモーダル データであり、アドレス Q は G73 および G83 サイクルでも使用されることに注意してください。 Q 値は、I および J 値よりも優先されます。
b . I と J は、G17、G18、または G19 を使用して平面を選択した場合のシフト量を指定するために使用されます。面選択Gコードと使用するアドレスの関係を以下に示します。
G17 I、J
G18 K、I
G19 J、K
アドレスIの場合、 J、K、すべての値は増分値として設定されます。シフト方向は、常に機械座標系で定義されます。
c . QまたはIとJでシフト量が指定されていない場合、アラームが発生します。
CNCマシン
- CNC Fanuc G76 ねじ切りサイクル
- Fanuc G76 ねじ切りサイクルによるテーパーねじ切り
- Fanuc G76 ねじ切りサイクルによるねじ切り送り角度の制御
- ダミーのためのファナック G76 スレッド サイクル
- Fanuc G76 ねじ切りサイクルによるマルチ スタート スレッド
- CNC プログラミング例の G76 スレッド サイクル
- Mach3 Turn G76 Threading Canned Cycle
- ドウェル サイクルによる ECS G89 ボーリング
- リトラクション サイクルによる ECS G87 ボーリング
- 主軸停止サイクルを伴う ECS G86 ボーリング
- ECS G85 ボーリング サイクル