


専門的な機械最適化により PVC エッジ バンディング欠陥を除去
エッジバンダーを操作する場合、最も一般的な 2 つの品質問題、エッジの剥がれと接着剤の線の厚さは、完成品の完全性を急速に損なう可能性があります。これらの欠陥は通常、機械の設定が接着剤の特性と同期していない場合に発生します。このガイドでは、よくある 5 つの接着剤の問題について説明し、EVA 接着剤と PUR 接着剤を比較し、完璧なエッジ バンディングを復元するための実用的な機械調整ソリューションを提供します。
1. EVA と PUR エッジバンディング接着剤
ホットメルト接着剤は、PVC エッジ バンディングの根幹です。 EVA (エチレン酢酸ビニル) と PUR (ポリウレタン) は、業界で最も広く使用されているオプションです。

以下は主要な属性の簡潔な比較です:
機能 EVA 接着剤 PUR 接着剤 どちらが優れています 結合強度 良い非常に強いPUR耐熱性 中高 PUR耐湿性 中高PUR接着ラインの可視性 より見やすく最小限(接着剤ラインゼロ)PURコスト LowerHigherEVA修理可能性 物理的な冷却。再溶解可能、化学硬化。不可逆EVAマシン要件 標準機PURエッジバンダーEVA用途 標準的な家具 (キャビネット、ワードローブ)、大量生産高級家具 (キッチン、バスルーム)、湿気の多い/暑い気候ユースケースに応じて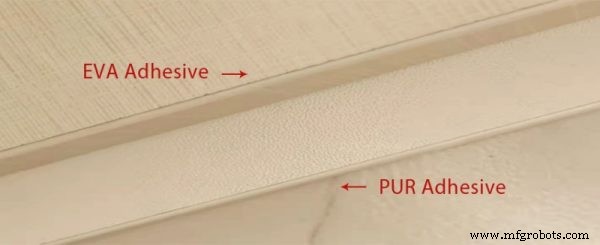
2.接着剤の 5 つの一般的な問題と機械による解決策
エッジの剥がれ、目に見える接着剤の線、弱い接着、熱による層間剥離、および湿気による損傷はすべて、不適切な機械設定または接着剤の選択の症状です。次のセクションでは、各問題、その根本原因、および正確なマシン調整によって問題を修正する方法を詳しく説明します。
2.1 エッジバンディングの剥離
それが起こる理由: 温度不足またはパネルの汚れにより接着力が弱くなっています。
マシンの修正:
- グルーポットの温度を安定させる: EVA は 170 ~ 200°C、PUR は 110 ~ 130°C に保ちます。一貫した熱により、スムーズな流れと均一な広がりが保証されます。
- パネルの端をきれいにする: ダストブロワーまたはプレフライスカッターを使用して、埃のない平らな表面を露出させます。ほこりや湿気が残っていると粘着力が弱まります。
- コントロール パネルの湿気: 接着前に予熱ユニットを作動させて表面の水分を乾燥させます。
2.2 目に見える接着剤の線
それが起こる理由: 過剰な塗布や不均一なローラー圧力は、明るい色や高光沢のパネルで特に目立ちます。
マシンの修正:
- 接着剤の厚さを減らす: EVA の場合は 80 ~ 120g/m²、PUR の場合は 60 ~ 90g/m² を目標にします。過剰にならずに適切にカバーすることで、スキニングや無駄を防ぎます。
- ローラーの圧力を調整する: 4~6 bar (EVA) または 5~7 bar (PUR) に調整して、完全な接触を維持しながら余分な接着剤を除去します。
- 視認性の高いパネルに重点を置く: 接着剤の線が目立つ明るいボードには特に注意してください。

2.3 弱い接着強度と予備硬化
それが起こる理由: 供給速度が遅いと、ホットメルト接着剤が接触する前に冷えて固まります。
マシンの修正:
- コンベヤーの速度を上げる: 接着剤を最適な粘着性ウィンドウ内に保つために、12~23 メートル/分で走行します。
- 周囲温度に合わせる: コンベヤの速度を作業場の条件に合わせて、早期硬化を防ぐ
2.4 高温時のエッジの剥離
EVA が失敗する理由: 温度が上昇すると EVA が柔らかくなり、接着強度が低下し、PVC の端が浮き上がります。
マシンの修正:
- PUR 接着剤に切り替える: PUR の架橋化学反応は夏の高温にも耐えます。
- 密閉された溶解システムを使用する: 特殊な PUR エッジ バンダーは、貼り付ける前に空気と水分の相互作用を防ぎます。
2.5 水による損傷と端の周りの腫れ
それが起こる理由: 接着剤の層が厚いか多孔質であると、湿気が木材に浸透し、膨張が発生します。
マシンの修正:
- キッチンとバスルームには PUR を使用する: PUR の防水バリアが湿気の侵入をブロックします。
- プレヒーターを有効にする: 接着を強化するために、ボードの表面を乾燥させてから接着してください。
- Dual‑Glue‑Pot システムにアップグレードする: E‑70JDSR 自動 PUR エッジバンダーのようなマシンを使用すると、EVA と PUR をオンデマンドで切り替えることができます。

3.クイックリファレンス:パラメータテーブルとよくある質問
3.1 推奨されるマシン設定
最適な値は、マシン、パネルの種類、生産目標によって異なります。以下の表をベースラインとして使用してください。
マシンの設定 機能 EVA リファレンス PUR リファレンス オペレーターへのヒント グルーポットの温度 接着剤の流れを制御170 ~ 200 °C110 ~ 130 °C (プレメルト)温度を安定に保ちます。変動が大きいと接着品質が低下します。接着剤の塗布 適用範囲と厚さを制御80 ~ 120 g/m²60 ~ 90 g/m²PUR では通常、エッジをきれいにするには薄い層が必要です。プレッシャー ローラーの圧力 接触を確保4 ~ 6 bar5 ~ 7 bar 厚い PVC または高光沢パネルの場合は圧力を高めます。供給速度 接着ウィンドウを制御12 ~ 23 m/分10 ~ 23 m/分接着剤、パネル素材、エッジの厚さに合わせて速度を調整します。3.2 よくある質問
Q1.糊付けローラーのギャップを調整するにはどうすればよいですか?
機械の標準ギャップから始めて、過剰な絞り出しをせずにエッジを完全にカバーできるまで段階的に微調整します。
Q2. MDF、PET、またはアクリルのエッジに適した接着剤はどれですか?
MDF エッジ: 標準的な家具にはEVAを使用します。腫れを防ぐために、キッチンやバスルームは PUR に切り替えてください。 PET およびアクリルエッジ: これらの滑らかな表面には PUR が必要です。光沢のある傷を避けるために、マシンに平らなスクレーピング ユニットが装備されていることを確認してください。

Q3. PUR システムを維持するにはどうすればよいですか?
温かいうちに互換性のあるクリーナーで洗い流し、固まった残留物を取り除き、湿気が入らないようにします。定期的に掃除することで詰まりを防ぎます。
Q4.接着強度をテストするにはどうすればよいですか?
90°剥離試験または引張試験を実施します。強力な接着により、パネルから木の繊維が引き出されます。表面がきれいなままであれば、接着は失敗しています。
Q5.接着剤を使わずにラインエッジを作成する最良の方法は何ですか?
糊の量、温度、ローラーの圧力、送り速度のバランスを調整してください。 PUR は、軽量または高光沢パネルのシームレスなエッジに最適です。
Q6.高温または多湿の条件下で PVC の端が浮き上がるのはなぜですか?
熱はEVAを柔らかくしますが、湿気は結合を弱めます。このような環境では、接着力に優れた PUR に切り替えてください。
4.結論
PVC エッジ バンディングを効果的に行うには、適切な接着剤の選択、機械設定の調整、パネルをきれいに維持するかどうかが決まります。接着剤の特性と生産環境に合わせてプロセスを調整することで、剥がれ、目に見える接着剤の線、湿気による欠陥を排除できます。 EVA から PUR への移行を検討している場合は、安定した温度制御と手間のかからない操作のための密閉接着システムを備えた機械に投資してください。
次のおすすめの投稿を読み続けてください:
CNCマシン
- 1325 3 軸 CNC ウッドルーター – キプロス、リマソールへのプレミアムマシン出荷
- 適切な CNC ルーターの選択:種類、機能、用途
- CNC 旋盤の基本的なプログラミング例 ID/OD ターニング/ボーリング操作 (固定サイクルを使用しない)
- 米国クライアントが ELE1530 ATC CNC ルーターの優れた品質と優れたアフターサポートを称賛
- カスタム加工とは何ですか?いつ必要ですか?
- マスターアクリル CNC 加工:精度、耐久性、透明度
- 三菱 CNC マニュアルの無料ダウンロード
- 1 分あたりの表面フィート (SFM) の説明:最適な加工速度に関する包括的なガイド
- 炭素鋼および合金鋼を加工するときに工具寿命に影響を与える要因
- CNC 製造ロボット:脅威ですか、それとも戦略上の利点ですか?
- NUMS 322T CNC プログラム サンプルの完成