


CNC 旋盤の基本的なプログラミング例 ID/OD ターニング/ボーリング操作 (固定サイクルを使用しない)
CNC 旋盤で作業する CNC 機械工向けの ID/OD (旋削/中ぐり操作) を使用した完全な CNC プログラミングの例。 cnc プログラミングを学んでいる人にとっては、学習/実践する必要があります。
このプログラミング例の追加の利点は、このプログラミング例で cnc 旋盤固定サイクルが使用されていないことです。
CNC 旋盤の基本的なプログラミング例 (旋削ボーリング操作)
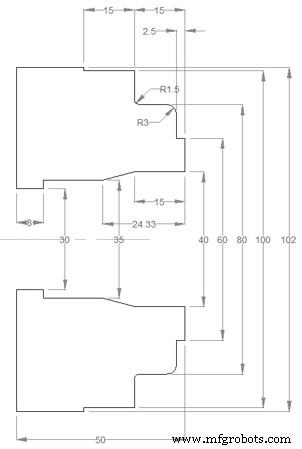
CNC 旋盤の例 ターニング ボーリング
O0000 N10 (ø30 DRILL) G50 T0200 G97 S250 M03 G00 X0 Z5.0 T0202 M08 G01 Z-5.0 F0.07 W1.0 Z-40.0 F0.25 G00 Z5.0 Z-39.0 G01 Z-60.0 G00 Z10.0 X200.0 Z200.0 T0200 M01 N20 (Outside diameter stock removal) G50 S1500 T0100 G96 S180 M03 G00 X94.0 Z5.0 T0101 M08 G01 Z-14.8 F0.27 G00 U2.0 Z0.5 G01 X28.0 F0.23 G00 X87.0 W1.0 G01 Z-14.8 F0.27 G00 U2.0 Z1.0 X80.5 G01 Z-14.1 G02 X81.9 Z-14.8 R0.7 G00 X100.5 W1.0 G01 Z-29.8 G00 U2.0 Z-1.0 G01 X60.5 F0.23 G00 X82.0 W1.0 Z-2.4 G01 X60.5 X72.9 G03 X80.5 Z-6.2 R3.8 G00 U2.0 Z5.0 X200.0 Z200.0 T0100 M01 N30 (Inside diameter stock removal) G50 S1500 T0400 G96 S180 M03 G00 X34.5 Z3.0 T0404 M08 G01 Z-41.8 F0.27 G00 U-0.5 Z1.0 X39.5 G01 Z-15.0 X34.5 Z-24.3 G00 Z10.0 X200.0 Z200.0 T0400 M01 N40 (Out diameter finishing) G50 S1800 T0500 G96 S200 M03 G00 X63.0 Z5.0 T0505 M08 Z0 G01 X38.0 F0.2 G00 X60.0 Z3.0 G42 Z1.0 G01 Z-2.5 F0.2 X74.0 G03 X80.0 Z-5.5 R3.0 G01 Z-13.5 G02 X83.0 Z-15.0 R1.5 G01 X100.0 Z-30.0 X102.0 G40 G00 U2.0 W1.0 G00 Z10.0 X200.0 Z200.0 T0500 M01 N50 (Inside diameter finishing) G50 S1800 T0600 G96 S200 M03 G00 X40.0 Z5.0 T0606 M08 G41 Z1.0 G01 Z-15.0 F0.2 X35.0 Z-24.33 Z-42.0 X29.0 G40 G00 Z10.0 X200.0 Z200.0 T0600 M09 M30
CNCマシン
- Fanuc G71 荒削りサイクルと G70 を使用した CNC プログラミングの例
- 旋盤 CNC プログラミングの例
- CNC 旋盤のプログラミング例
- Fanuc CNC Lathe のプログラミング例
- インチ型簡易 CNC 旋盤プログラムでの CNC プログラミング例
- G75 固定サイクル溝入れ CNC プログラミング例
- CNC プログラミング例 G92 テーパーねじ切りサイクル
- CNC プログラミング例の G76 スレッド サイクル
- G20 ターニング サイクル – CNC 旋盤 Fanuc 21 TB
- G71 縦荒取りサイクル Mazak CNC 基本プログラミング例
- G71 荒削りサイクル サンプル コード – CNC 旋盤プログラミング