


CNC を選択するためのヒント
思ったほど怖くない
製造業のほとんどのデジタル アーキテクチャと同様に、コンピュータ数値制御装置 (CNC) は近年急速に進歩しており、はるかに高速な処理速度を実現し、高度なアルゴリズムを実装すると同時に、よりシンプルで直感的なユーザー インターフェイスを提供しています。では、さまざまなタイプの CNC からどのように選択すればよいのでしょうか? 1つに落ち着く必要がありますか?また、新しいバージョンまたはまったく新しい CNC をどのように導入しますか?
最初に 1 つの重要な問題を解決しましょう。おそらく、考えているよりも多くのオプションがあります。ハイデンハイン社(イリノイ州ショームバーグ)の工作機械事業開発担当ディレクター、ギズバート・レドボン氏は、多くの人が機械のデモで見た制御、または営業担当者が提示したものしか制御できないと考えていると説明しました。しかし、一般的にはそうではありません。彼は、精巧な機械の大規模なビルダーである DMG 森精機の例を挙げています。 「ハイデンハインの制御を備えた DMG マシンを購入できます」と彼は言いました。メカニクス、キャスティング、ボールねじ、サービス サポートなどはすべて同じです。」または、イリノイ州ホフマン エステーツにある FANUC America Corp. の CNC エンジニアリング マネージャーである Paul Webster 氏は次のように述べています。しかし、エンド ユーザーは、自分が望むものを指定することで、その決定に大きな影響を与えます。」
使いやすさに関する考慮事項
多くの工場で CNC を選択する際に最も考慮すべき点は使いやすさです。 「ほとんどの場合、彼らはすでに工場にあるものを欲しがっています。そして 70 年代、80 年代、そして 90 年代初頭にさかのぼると、ファナックは最も信頼できる管理と最も一貫した管理を行っていました。」ファナックのコントロールがいかに使いやすいかについてはいくつかの議論がありますが (これについては後ほど詳しく説明します)、確かにユビキタスです。 「ファナックのユーザー インターフェイスは、40 年以上の歴史の中で成長してきました」と Webster 氏は述べています。 「そして、多くの工場には、30 年以上前の FANUC 6M、6T、および 10T 制御装置がまだあります。」これはまた、コンベヤ、パンチ プレス、5 軸マシニング センター、または8 つの独立したスピンドルを備え、それぞれが異なるプロセスを実行するインデックス旋盤。 「それらは異なるタイプの制御システムですが、すべて同じように動作し、同じように感じます」と Webster は説明します。 「そのため、工作機械を操作する担当者は、補助機器に飛び乗って実行し、トラブルシューティングを行い、問題なくメンテナンスを行うことができました。」
イリノイ州エルク グローブ ヴィレッジにある Fagor Automation –USA の地域セールス マネージャーである Todd Drane 氏も、さまざまな製造エリアでコントロールを標準化することが役立つと考えています。また、Fagor はアプリケーション間で同じユーザー インターフェイスを実装しています。 「Fagor Automation を使用して、ターニング CNC を学べば、ミリング CNC も理解できます。プログラムを作成および実行するメニューと方法は同じだからです」と Drane 氏は言います。 「もちろん、旋盤ではミルとは異なる固定サイクルを呼び出しますが、それらを呼び出す方法は同じです。明白な利点は、製造現場の人員がより交換可能で多才であることです。」 Drane は、Fagor が従来のフライス加工や旋削加工を超えて、「研削、レーザー、ルーター、ウォータージェット、および汎用モーション コントロール アプリケーション」を含むさまざまなアプリケーション向けの CNC も開発したと付け加えました。また、すべての CNC プラットフォームでカスタム エディター、画面、ページ、およびルーチンをすばやく簡単に作成できるため、顧客が必要とするものは何でも実現できます。」

Webster も Drane も、重要な考慮事項としてユーザー インターフェイス、つまり HMI (ヒューマン マシン インターフェイス) を挙げています。ただし、厳密に言えば、HMI は CNC とは別のものであり、場合によっては、工作機械メーカーが独自にカスタマイズした HMI をオーバーレイします。ビルダーは、研削などの特殊なアプリケーションのためにそれを行う可能性が高く、より「一般的な」インターフェースよりも競争上の優位性を期待するものを作成するためにそうすることがあります. (Ledvon 氏は、ハイデンハイン ユーザーは例外であり、「インターフェイス全体、キーボード、タッチスクリーン自体が常にハイデンハインの機能を示しているという点で例外です。独自のサイクルの一部を除いて、それをオーバーレイする人は実際にはいません。」)バリエーションとその作成方法については、この記事の範囲を超えています。代わりに、主要な CNC プロバイダーが提供するものの違いに集中します。
大まかに言えば、先に参照したユビキタスな FANUC コントロールは、キーボードから M&G コード プログラミングを提供し、あまり派手ではありませんでした。 「みんな」が使い方を知っているからこそ、使いやすかったとも言えます。 5 軸加工に関しては、エンジニアが CAD/CAM パッケージで加工プログラムを作成し、ポスト プロセッサを使用して機械で実行される M&G コードを生成しました。ユーザーは、コントロールで 5 軸の作業をプログラムしたことはありません。レドボン氏は、世界は抽象的な言葉で線や半径を定義するアプローチを超えていると語った。代わりに、「『掘削サイクルを実行したい』または『スカイビング サイクルを実行したい』という、より短く明確な指示による会話型プログラミングに移行しています。ユーザーはいくつかの質問に答えるだけで、残りはコントロールが処理します。あなた。それが私たちが今いるところです。よりインタラクティブでシンプルになるでしょう。」そして、驚くことではありませんが、マシン上でのプログラミングは、スマートフォンのような機能 (ピンチ トゥ シュリンクやタッチ アンド スワイプなど) を備えた大型のタッチスクリーンを介して行われ、タグ付けやコピーなどを行います。
これらの変化は、若い世代の機械工がこの分野に参入することによって部分的に推進されていますが、Ledvon 氏によると、年配のオペレーターもこれらの技術を採用する可能性があり、おそらくもう少し遅いとのことです。 「私たちの経験では、3 か月から 6 か月後には、通常、別の方法に戻りたがりません」と彼は言いました。
ハイデンハインは長い間対話型アプローチを採用してきましたが、ファナックは眠っていません。 2016 年に iHMI と呼ばれるより使いやすいタッチスクリーン インターフェイスを導入し、ここ数か月で大幅な改善を行いました。たとえば、FANUC America の全国販売マネージャーである Jody Michaels 氏は、以前のインターフェースではキネマティック キャリブレーションが非常に難しく、FANUC の専門家が必要だったと述べています。現在は HMI 上のアイコンです。 「空白を埋めて、サイクルスタートを押すだけです」とマイケルズは説明しました。 「もちろん、プローブやスタイラスの直径などを最初に設定する必要がありますが、それと同じくらい簡単です。」
ファナックはまた、いくつかのプロービング ルーチンを分割したため、ユーザーは古いメニューを経由することなくそれらを適用できます。また、ファナックが抵抗した一般的な業界慣行である、外部ソースから工具データ (送り、速度、コーティング情報、およびその他の工具の説明) をインポートする機能も追加されました。

Michaels 氏はまた、FANUC の iHMI により、実際の部品形状を会話型プログラムに直接インポートできるようになったと述べました。 「私たちはそれを行う可能性がありませんでした。 DXF または IGES ファイル、またはソリッド モデルをインポートできるようになったため、コントロールにパーツを描画しなくてもプログラミングできます。それは私たちにとって大きな出発点です。」 Ledvon 氏によると、この機能はヨーロッパで多く使用されており、特に単純な部品や中規模のジョブ ショップで、北米でも人気が高まっています。 「CAM インポーターを利用して DXF または IGES ファイルを機械加工可能なプログラムに直接変換することは、CAD/CAM 担当者に戻って列に並ぶよりもはるかに効率的です。CAD/CAM 担当者は 5、6 をフィードする必要があるからです。 、7、8、または10台のマシン。 Ledvon はまた、これをこのアプローチを採用する若いオペレーターに力を与える方法であると考えており、これが業界全体での定着率の向上に貢献すると理論付けています。
それでも、Webster は、車のアクセルペダルとブレーキペダルを切り替えることは悲惨なことになるという例えを使用して、ユーザーインターフェイスに根本的な変更を加えないように警告しました. 「ファナックでいっぱいの工場を持っている人々は変わりたくないので、私たちは2つの方向に引っ張られています」と彼は言いました。 「ですから、すべてを同じように保つ必要があります。しかし、学校を卒業した新しいオペレーターは、スマートフォンなどに慣れており、タッチスクリーンを使用してシンプルにしたいと考えています。 iHMI はその新しいスタイルの一部を可能にしますが、人々がパニックに陥るほど既存のインターフェースから私たちを引き離すことはありません。」彼は、ファナック CNC を実行している機械の大部分は、「メンテナンス画面や、CNC 自体によって定義されていないツールチェンジャーやその他の部品など、工作機械の詳細について」限られたカスタマイズのみでファナック HMI を使用していると付け加えました。
Fagor は、G コードと会話型プログラミング システムの両方を同じ CNC に組み込みました。キーボードです」とドレーンは言いました。 「プログラマーやオペレーターがこれらの CNC を学習して理解すると、これは高速で、多くの場合 1 日もかからずに完了します。次に、この同じプラットフォームの上に追加の新しいテクノロジー機能を積み重ねます。したがって、製造現場のオペレーターは、使い慣れたプラットフォームで新しいテクノロジー機能を学ぶだけで済みます。快適さの要因は明らかであり、オペレーターが使用する新しいテクノロジーが増えていることがわかります。」
精度およびその他のパフォーマンスに関する考慮事項
使いやすさに加えて、その他の重要な考慮事項には、加工精度、速度、および信頼性が含まれます。 Heidenhain と Fagor は、モーション コントロール システム全体を提供できる唯一のコントロール ビルダーと言われています。 Ledvon 氏は次のように述べています。サードパーティから何かを購入すると、マイクロ精度と超表面仕上げに取り掛かると、常に何かが取り残されます。」彼は、要求の厳しい金型製造業界におけるハイデンハインの主導的地位がこの要因のおかげであると考えており、工作機械メーカーがハイデンハインの制御装置を選択した場合、システム全体でそれらを使用する場合、「99% の確率で」と付け加えました。 「モーターを販売していない場合もありますが、すべてのシーメンス製モーターにはハイデンハインのエンコーダーが付いています。」
ウェブスター氏は、ファナックのすべてのコントロールが「すべてをナノメートル単位で行う。ほとんどのスケールは、ナノメートル付近では正確ではありません。解像度の損失は CNC にはありません。制御側ではなく、間違いなくマシン側にあります。はかりメーカーは、自分たちのはかりは機械式機械よりもはるかに正確であると言っていますが、これには私も同意します。そして機械担当者は、彼らの機械は工作物を保持するよりも正確だと言います。ワーク保持担当者は、[彼らのデバイスは] ツールよりも正確であると言っています。滴り落ちます。しかし、CNC は制限要因ではありません。それは近くにさえありません。彼は、ファナックが独自のモーターとエンコーダーを構築しており、モーター エンコーダーは 1 回転あたり最大 3,200 万パルスを持っていると付け加えました。 「ボールねじの 1 回転を 3200 万カウントに増やすことについて話しているとき、それは非常に大きな解決策です。」答えは何ですか?信頼できるユーザーに相談して、詳細なデモを入手してください!
速度に移ると、上位の CNC はすべて最先端の CPU とより多くのメモリを使用して、プログラムをより高速に処理します。これにより、高速加工のようなものが過去数年よりもはるかに優れたものになります。しかし、より多くの生の処理能力に加えて、コントロールが他の巧妙な方法を利用して効率を高めるかどうかを検討することは有益です.これには、ツールの負荷に基づいて送り速度を自動的に調整する適応制御や、自動サーボ チューニングなどの機能が含まれます。
後者は、多くの場合、CNC メーカーの専門家に依存していました。しかし、FANUC、Fagor などの CNC は、「すべてのドライブとモーターのすべてのフィードバックをチェックし、それらを最適な設定に自動的に調整する」点で優れていると Michaels 氏は説明します。機械のテーブルに異常な量の重りを置いたり、セットアップを変更したりした場合、これは大幅な改善をもたらす可能性があります.

Ledvon 氏は、ハイデンハイン社が会話型メニューに機能を追加しようとしていることを強調しました。 「例えば、ジグの研削は今や制御の特徴の 1 つです。トロコイド加工でポケット加工ができます。通常 CAM システムで行うことが、コントロールで直接実行できるようになりました。」目標は、1 回のセットアップで 5 軸マシンでより多くのことを行うことです。 「特定の部品の特定の部分を研削するために、5 軸加工機からジグ研削盤に移動する必要はありません」と彼は言いました。 「さまざまなテクノロジーの多機能を 1 つの CNC で管理できるようになったため、5 軸マシンで両方を実行できるようになりました。」レドボン氏はまた、ハイデンハイン スケールを搭載した優れた安定した工作機械は、「精度の観点から見るとほぼ CMM に似ており、部品が外れる前に少なくとも機械の事前検査を行うことができる」と述べています。これは、工作機械が工場に豊富な有用な情報を提供する「神経中枢」として機能する多くの方法の 1 つです。
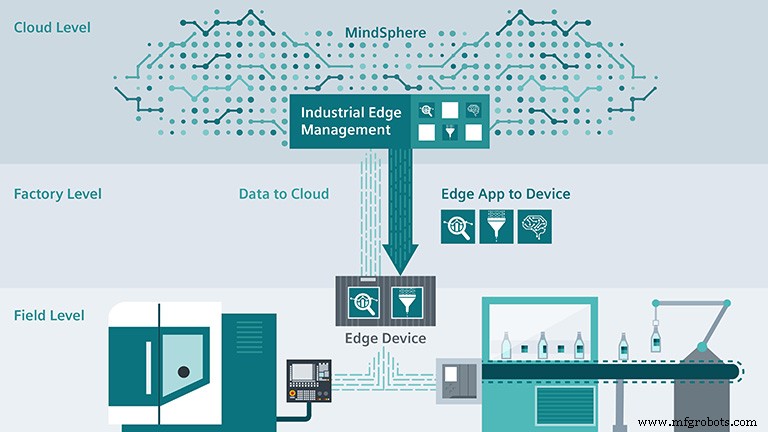
イリノイ州エルク グローブ ヴィレッジにある Siemens Industry Inc. のプロダクト マネージャーである Tiansu Jing 氏は、エッジ コンピューティングという別の角度から提案しました。エッジ コンピューティングでは、ほとんどの計算と処理が CNC ではなくエッジ デバイスに保持されますが、機械はリアルタイムで動作し続けます。 「これまでは、さまざまなアプリケーションと、ハードウェアを含むすべての関連機能に焦点を当てたさまざまな CNC が、制御サプライヤによって適宜開発されていました」と彼は説明しました。 「この違いがあるため、多くのショップが特定のコントロールを選択しました。」エッジ コンピューティングはこの境界を打破し、CNC の機能を拡張します。 「エッジ コンピューティングを使用すると、さまざまなアプリケーションを使用して機械のパフォーマンスを向上させ、切断の品質と生産性を向上させることができます。」 CNC をエッジ デバイス、ローカル サーバー、およびクラウドに接続することで、「さまざまなエンティティがクラウド内のアプリを介してエンド カスタマーに独自の専門知識を提供できる可能性がある」と Jing 氏は付け加えました。
関連する点について、Jing 氏は次のように述べています。仮想 CNC だけでなく仮想マシン メカニクスも含む完全なデジタル ツイン ソリューションにより、工作機械メーカーと CNC サプライヤーは、マシン ショップが使用しているものを複製し、顧客の問題をトラブルシューティングするための包括的なソリューションを手に入れることができます。この方法により、問題が原因で発生するダウンタイムを大幅に短縮し、エンド ユーザーの生産性を向上させることができます。同時に、これにより、機械メーカーのサービス コストが大幅に削減されます。」
CNC 専門家を夢中にさせるもの
主要な CNC プロバイダーは、多くの場合、顧客が既に支払った素晴らしいテクノロジーを十分に活用していないことに気付きます。 Michaels 氏によると、5 軸加工で逆時間法を使い続けることはその代表的な例です。 「私たちはついに、プログラム内でツールの中心点制御、公差制御、および粗加工を高速化し、仕上げを低速化できる加工条件機能を使用するようになりました」と彼は言いました。 「しかし、それには何年もかかりましたし、G93 インバース タイム コードを使用してプログラムを生成するように最新の CAM ソフトウェアに依頼する人がいまだにいます」が、新しい方法はより速いカットとより良い仕上げの両方をもたらします.
Ledvon 氏によると、ユーザーは多くの場合、コントロールに統合された機械加工サイクルを十分に活用しておらず、部品の製造においてはるかに効率的である可能性があります。彼は、タッチスクリーンに次のサイクルに進むための右矢印キーがあることを忘れていた顧客の例を挙げました。顧客は自分のプログラムに穴あけサイクルを追加したいと考えていたため、CAM ソフトウェアを使用して約 200 行のコードを作成し、矢印を押していくつかの質問に答えるだけで穴あけサイクルを作成できました。
「多くの人は、コントロールは別のマシンが 1 年前または 3 年前に行ったことだけを行うと考えていますが、そうではありません。それが私たちがトレーニングを推進する理由です。」
Webster 氏は、最新の CAM プログラミングを受け入れたがらないことが、おそらく生産性の損失の最大の原因であると述べています。場合によっては、最新のポスト プロセッサを使用していないだけの場合もあります。 「人々がその存在を知らないか、CAD/CAM システムがサポートしていないために、使用されていない便利な G コード機能があります」と彼は説明しました。 「今でも、G-1 を使用して CAD/CAM システムからプログラムを投稿する人を多く見かけます。多くの新しいプログラミング手法や機能があるにも関わらず、非常に小さな線分を直線的に動かすだけです。多くの CAM システムとポスト プロセッサは現場の CNC ほど最新ではありませんが、CAD/CAM は現在非常に安価で使いやすいものになっています。」最善の投資は、すでに行った投資を十分に活用することです。
それで何を手に入れますか?
CNC を選択するときは、ビジネス モデルを真剣に検討してください、と Ledvon 氏はアドバイスしました。 「大規模なロットサイズで、熟練していないオペレーターで主に生産作業を行うには、確実に制御を標準化します。しかし、それはもはやお金を稼ぐ方法ではないと思います。新しい市場セグメントに成長したり、より小さなロットサイズで利益率の高いビジネスを獲得したりするには、セットアップに柔軟性が必要です。」これは、多機能マシンと、企業が追求することを決定したアプリケーションの最適な制御を意味します。 「なぜなら、先のショップと同じコントロールを購入し続ける場合、競争する唯一の方法は価格です。自分自身を差別化する方法を見つける必要があり、それがそのための 1 つの方法です。」
自動制御システム