


CNC木工で成功を収める
木工における木材の機械加工慣行に影響を与える可能性のある多くの要因があります。特定の広葉樹でよく出てくるのは、特に木材の粒子パターンに関連する切断方向です。木材は異方性材料です。これは、異なる切断方向で異なる材料特性が示されることを意味します。材木に関しては、木目配向に関連するさまざまな構造グレードの木材があります。セルロース繊維の平均的な方向が材木の側面に平行である場合、粒子はまっすぐであると言われます。この平行線とボードからの逸脱は、「クロスグレイン」と見なされます。下の図1は、さまざまな軸を示す矢印が付いた、ほぼ真っ直ぐなグレインボードを示しています。これらの軸はそれぞれ、異なる機械的特性のセットを示します。これらの違いがあるため、木工の工具経路を意識し、工具寿命を最大化するためにカッターにかかる切削抵抗の量を最小限に抑える必要があります。
木工では、木目に対して垂直に切断することを「木目全体」で切断することとして知られています。上記の図1では、これは半径方向または接線方向に切断すると見なされます。穀物と平行に切断することは、「穀物に沿って」切断することとして知られています(図1では縦方向に)。木目に対してどの方向からでも90°で切断するほど、切断力は大きくなります。たとえば、中心軸が接線方向に平行で、工具経路が長手方向に沿っている工具は、同じ中心軸を持っているが半径方向に移動している工具よりも摩耗が少なくなります。 2番目のタイプの工具の向きは、より多くの粒界を横切って切削するため、より大きな切削抵抗が得られます。ただし、木目に沿って切断する場合は注意が必要です。これにより、裂け目が発生し、表面の仕上がりが悪くなる可能性があります。
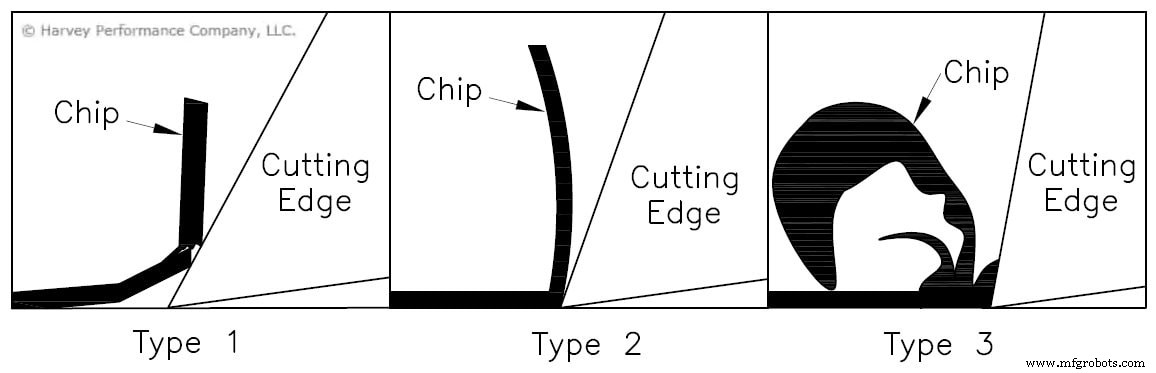
木目を平行に切る場合、形成されるチップには3つの基本的なタイプがあります。木目に対して垂直に切断する場合、チップの種類は一般にこれらの同じ3つのカテゴリに分類されますが、木目方向に関する木材の特性の範囲が広いため、ばらつきが大きくなります。
タイプ1チップ
タイプ1の切りくずは、片持ち梁として曲げに失敗するまで、木材が劈開によって刃先の前で裂けるときに形成されます。せん断面に垂直な大きな力が発生し、刃先の前の木材が裂けて、この小さな片持ち梁が形成されます。上向きの力が最終的にこの小さなビームの強度を超えると、それは壊れます。これらのタイプのチップは、材料が尖ったエッジに接触する前に分割されるため、タイプ2および3と比較して摩耗が比較的少なくなります。非常に高いすくい角または非常に低いすくい角のいずれかを備えたエンドミルは、多くの場合、タイプ1の切りくずを生成します。これは、25°を超える粒子の傾斜に対して加工する場合に特に当てはまります。含水率が8%未満の木材は、不連続な切りくずを形成し、裂けるリスクが高くなります。
タイプ2チップ
タイプ2チップは、表面仕上げの観点から3つのタイプの中で最も望ましいものです。これらは、刃先からワークピースの表面まで伸びる、斜めのせん断面に沿った材料の破損の結果です。タイプ2のチップは、木材の特性、切削パラメーター、およびカッターの形状の間に適切なバランスがある場合に形成されます。含水率が8%から20%の木材は、良好な表面仕上げを残しながら、連続タイプ2チップを形成する可能性がはるかに高くなります。
タイプ3チップ
最後のタイプのチップは、カッターのすくい角が非常に小さい場合に形成されます。このシナリオでは、切削抵抗は進行方向とほぼ平行です。これにより、木材などの柔らかい素材がせん断されるのではなく押しつぶされ、表面の仕上がりが悪くなります。一般に、残された表面は木の要素の小さな束のように見えます。これは一般に「ファジーグレイン」として知られている表面の欠陥です。このタイプのチップは、低密度の木材では破砕状況が悪化するため、針葉樹でより頻繁に発生します。
cnc木工時に発生する工具摩耗には、いくつかの異なるカテゴリがあります。 RPMは摩耗率に最も大きな影響を与えるため、機械加工の一般的なルールが引き続き適用されます。過給は工具の摩耗を指数関数的に増加させ、工具の破損を引き起こす可能性があります。ほとんどの機械加工操作と同様に、これら2つのバランスが不可欠です。速度を上げて生産性を向上させたい場合は、ツールが材料に適切にかみ合うバランスを維持するために、比例して送りを増やす必要があります。
切削工具が高熱にさらされると、腐食のためにさらに速く摩耗し始めます。市場に出回っているほとんどの超硬工具に含まれるコバルトバインダーは、酸化し始め、刃先から外れます。これは連鎖反応を引き起こします。バインダーが除去されると、炭化タングステンも分解されます。木材の種類や集成材の種類によって、高温での腐食挙動が異なります。これは、MDFまたはパーティクルボードを加工するときに観察される最も一貫したタイプの摩耗です。摩耗は、接着剤に含まれる塩素塩と硫酸塩が高温腐食を促進するために発生します。アルミニウムと同様に、木材のシリカ含有量が増えると、その腐食性も高まります。
一般に、含水率の高い木材では工具の摩耗が増加します。この特性は、木材の抽出物によって引き起こされる電気化学的摩耗の増加によるものです。木材の水分含有量には、水の存在下での樹脂、糖、油、デンプン、アルカロイド、タンニンなどの物質が含まれます。これらの分子は、切削工具の金属構成要素と反応し、刃先を鈍らせる可能性があります。カーバイドは、高速度鋼と比較して、このタイプの摩耗に対してより耐性があります。
鋭い刃先を維持する(そして維持しない)長持ちするツールが必要な場合は、アモルファスダイヤモンドコーティングを検討することをお勧めします。これは、切断ゾーンの温度が750°Fを超えない非鉄加工用の非常に耐摩耗性のコーティングです。このコーティングタイプは、Harvey Toolの最も薄いコーティングの1つであるため、エッジが丸くなるリスクを最小限に抑え、このエッジの耐久性を最大化します。
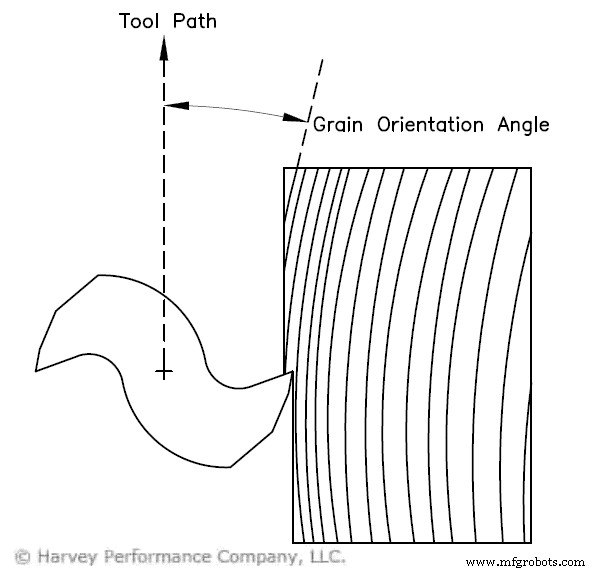
引き裂きは、欠けた木目または破片と呼ばれることもあり、機械加工されている木材の塊がメインのワークピースから引き裂かれ、以前の場所に魅力のない欠陥が残る場合です。これは、木製品を機械加工する際の最も一般的な欠陥の1つです。ティアアウトが発生する理由はたくさんあります。材料特性は考慮すべきものです。木目方向がツールパスに対して20°未満である場合、木材の含水率が低すぎる場合、または木材の密度が低すぎる場合、ティアアウトが発生する可能性が高くなります。図4は、ツールパスに対する粒子配向角度を示しています。加工パラメータに関しては、切りくず負荷、切込み深さ、すくい角のいずれかが高すぎる場合にも発生する可能性があります。
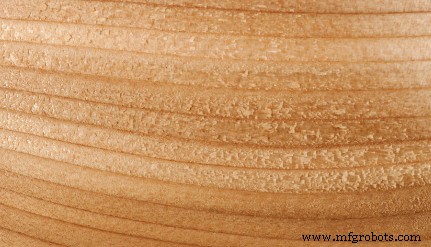
ファジーグレインは、新しく機械加工された面に付着した小さな木の塊のように見え、木部繊維が適切に切断されていない場合に発生します。低すくいまたは鈍い切削工具は、繊維が内部の自然なパターンから引き裂かれるまで繊維をへこませ、タイプ3の切りくずを形成させ、仕上がりを悪くします。これは、ツールが適切にかみ合っておらず、適切にせん断するのではなく材料を耕しているため、送りや切り込みの深さが浅い場合に悪化する可能性があります。木目が少なく、量が少ない柔らかい木材は、このタイプの欠陥の影響を受けやすくなります。若材は、含水率が高いため、特にファジーグレインの影響を受けやすいことが知られています。
焼け跡は、他の材料を機械加工する場合は一般的に問題にならないため、木材を機械加工する場合に特に重大な欠陥です。スポットに長時間留まる、エンドミルをカットに十分にかみ合わせない、または鈍い工具を使用すると、摩擦によって過度の熱が発生し、焼け跡が残ります。一部の木材(メープルやチェリーなど)は焼け跡の影響を受けやすいため、これらのタイプのツールパスは適切にプログラムする必要があります。特定の操作で焼け跡に多くの問題がある場合は、エンドミルに市販の潤滑剤またはペーストワックスをスプレーしてみてください。水分が多すぎると反りの原因になりますので、使いすぎないようにご注意ください。ツールの使用量を増やしたり、RPMを下げたりすると、焼け跡と戦うこともできます。
チップマークは、表面にスプレーまたはプレスされた木材の表面の浅い圧縮です。これらの欠陥は、水分含有量の増加に伴って膨張し、仕上げをさらに悪化させる可能性があります。このタイプの傷は、一般に切りくずの排出が不十分なために発生し、通常、操作中に切削領域にエアブラストクーラントを塗布することで修正できます。
木材のもう1つの一般的な欠陥である隆起した粒子は、ワークピースの1つまたは複数の部分が残りの部分よりわずかに低い場合です。この傷は、繊維がきれいに剪断されるのではなく、引き裂かれ変形するため、鈍い工具で柔らかい木材を機械加工するときに特に問題になります。この効果は、遅い送りで加工し、木材の含水率が高い場合に強くなります。損傷した部分と損傷していない部分の間の膨張と収縮の変化は、この欠陥を悪化させます。このため、風雨にさらされた森では、穀物の隆起がよく見られます。設定がきつすぎる作業保持装置も、粒子が浮き上がる可能性があります。
https://www.harveytool.com/products/material-specific-end-mills/woodMachinistsは、木工用のエンドミルと非常によく似た内部形状を持っているため、木工にプラスチックカッティングエンドミルを使用することがよくあります。どちらの工具も大きなフルート谷と鋭い刃先を備えており、プラスチックと木材の両方の加工に有利です。 Harvey Toolプラスチックカッターとウッドカッターの主な違いは、ウェッジ角度(プライマリレリーフとレーキ角度の組み合わせ)です。ウッドカッターラインはレーキが低くなりますが、刃先の鋭さを維持するために高い逃げ角があります。下部の熊手は、木工時にプラスチックカッターのように「グラビー」にならないように設計されています。引き裂きを起こさないことで、木材を剪断し、高品質の表面仕上げを残すことを目的としていました。
Harvey Toolが提供する木材用エンドミルには、アップカットとダウンカットの両方のオプションが含まれています。アップカットオプションは、天然木材と集成材をフライス盤するために設計されており、2フルートスタイルと、木質繊維材料を引き裂いたり、ぼやけた木目仕上げを残したりすることなくせん断するように設計されたウェッジアングルを備えています。ダウンカット製品は、天然および集成材のフライス盤用に最適化されており、真空テーブルでの浮き上がりを防ぐのに役立ちます。
機械加工操作を成功させるための詳細、またはHarvey Toolが提供する木材用エンドミルの詳細については、Harvey Toolのエンジニアチーム(800-645-5609)にお問い合わせください。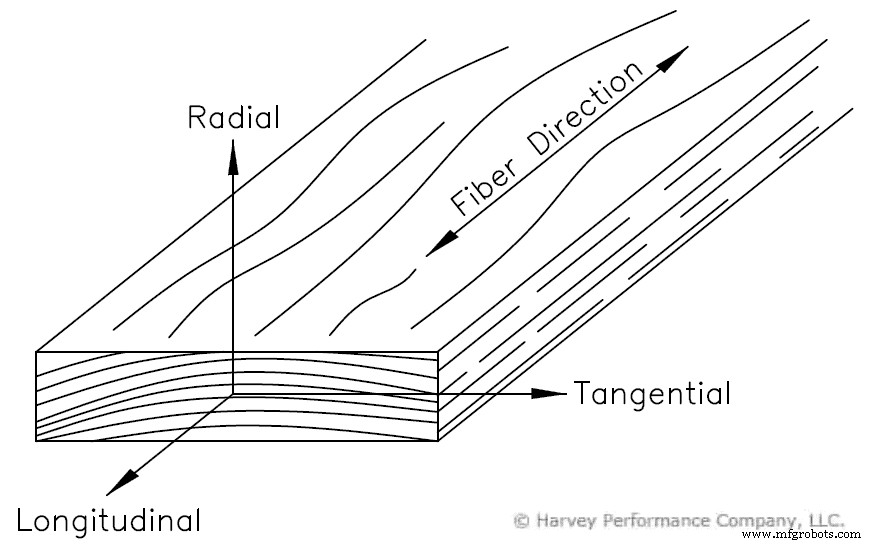
CNC木工による木材チップの適切な形成
経験則の速度とフィード
熱の適切な管理
木材の工具寿命を延ばすための最良のコーティング
ティアアウト
ファジーグレインフィニッシュ
焼け跡

チップマーク
隆起した穀物
差別化ハーベイツール木材切断およびプラスチック切断エンドミル

CNCマシン