


5軸流行語:用語を学ぶ
業界内の他のテクノロジーと同様に、5軸製造には独自の語彙と技術的な流行語のリストがあります。以下で説明する機能の多くは一般的なものと見なすことができますが、一部はより高度なマシンコントロールにのみ見られます。 5軸加工を検討している人にとって、これらの流行語を理解することは大きなメリットになる可能性があります。そして、後で後悔するかもしれないという無学な決断をするのを防ぐかもしれません。
ツールセンターポイント管理(TCPM) :一部のメーカーではRTCPとも呼ばれています–これはより強力な機能の1つであり、多軸加工プロセス全体に大きな影響を与える可能性があります。 TCPMは、機械座標自体に「依存しない」プログラムを作成する機能をプログラマーに提供し、ユーザーがジョブを設定したりパーツをプログラミングしたりするときに、実際のワークピース上の単一のポイントを参照するだけで、実際の場所を気にする必要がありません。部品の位置は機械上にあります。 TCPMがない場合、プログラムのポイントデータは、機械の座標と回転の中心線を基準にした動きを参照する必要があり、すべてのプログラミングは、機械の作業範囲内のワークピースの実際の位置に「依存」します。例:TCPMがない場合、プログラムを作成する前に、パーツをマシン上で所定の位置に配置してクランプする必要があります。また、プログラムでは、マシンの中心線からのワークピースの実際の距離を考慮する必要があります...これは通常、 CAM空間でソリッドモデルを物理的に移動することで実現されます。これは、マシン内のゼロからの正確な距離です。これが、プログラムがTCPMなしのマシン座標に依存していると言う理由です。 TCPMがない場合、微調整が必要な場合、オペレーターはCAMシステムに戻り、ソリッドモデルを必要な量だけ移動し、プログラムを再投稿し、プログラムをマシンにリロードして、カットを再試行する必要があります。 TCPMを搭載したマシンでは、この同じシナリオで、オペレーターはパーツのセットアップまたは作業座標を簡単に調整して、パーツを再度実行できます。うまくいけば、TCPMを使用すると、次に同じジョブを設定する必要があるときに、作業が非常に簡単になることがわかります。
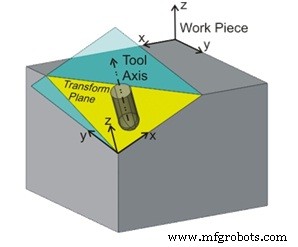
変換平面 :元の機械座標ワークプレーンを基準にして配置されたワークプレーン。考えてみれば、Transform Planeは、5面プログラミングを非常に簡単にする魔法であり、最初に別の原点を参照できるようにすることで、1つのプログラム内でワークピースの5面すべてを個別に制御できるようにします。ワークピースの各面、そして次に、加工中にカッターを制御するための平らな作業面を指定できるようにします。ブループリントのフィーチャは、ほとんどの場合、パーツの両側にある1つのポイント(通常、パーツの初期設定に使用したのと同じポイントではありません)を参照して描画されるため、これらの複数の原点を指定する機能は非常に重要です。また、個々の作業面を変形する機能がなければ、G83穴あけサイクルのような固定サイクルは、工具軸が穴あけされるワークピースの側面に対して垂直でなければならないため、上面以外のワークピースのどの面にも使用できませんでした。
サーフェス法線 :これは実際には機械加工の用語ではありませんが、5軸でプログラミングするときによく知っておく必要のある流行語になります。この用語は、ソリッドモデルの特定のサーフェスに垂直な軸方向のベクトル(または線)を指します。ソリッドモデルは、特定の形状を作成するために、多数のサーフェスを結合することによって構築されます。プログラマーは常に、サーフェス法線を基準とするツール傾斜ベクトルを指定します。たとえば、カッターが形状に沿って移動するときにツールを各サーフェスに対して垂直に保ちたい場合、ツールは「サーフェスに垂直」であると言えます。したがって、ツールが形状に沿って移動するときにツールを片側または反対側に傾ける場合は、プラスまたはマイナスの傾斜角度を指定します。その角度は、垂直面の法線を基準にします。
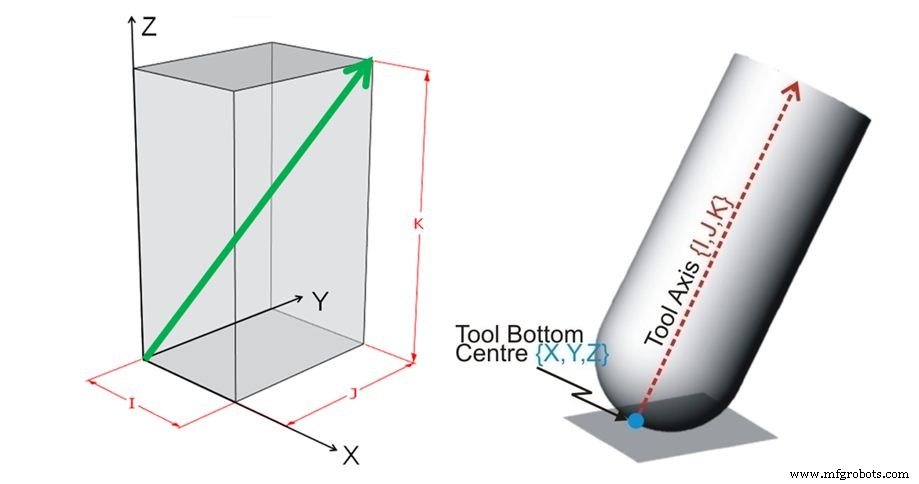
ツールベクター :ツールがXYZ接触点から離れる方向に傾斜する角度を指します。この角度は、プログラムのGコードの各行にある一連のIJK値によって制御され、値は正または負の数になります。ベクトルには相対的な測定単位がなく、メートル法でもインチ法でもありませんが、簡単にするために、指定された傾斜角度と方向を視覚化するときに、これらの値を測定距離と考えると役立つことがわかります。プログラム内のコードX2.0Y2.0Z.125 I.50J.50K.70頭の中で工具の傾斜角度を簡単に視覚化できます。 XYZ値は、ツールの下部中央を指定された位置に配置するために明らかに使用され、IJK値は、傾斜の方向と量を指定します。文字IはX軸と同義であり、JはY軸と同義です。 、およびKはZ軸と同義です。したがって、接触点からX軸で.50 "正、Y軸で.50"正、正のZ方向で.70"上にある点を想像してください。次に、XYZ接触点と、IJK距離によって作成された空間内の点との間に引かれた線を視覚化します。これは、ツールベクトルと呼ばれるツールです。
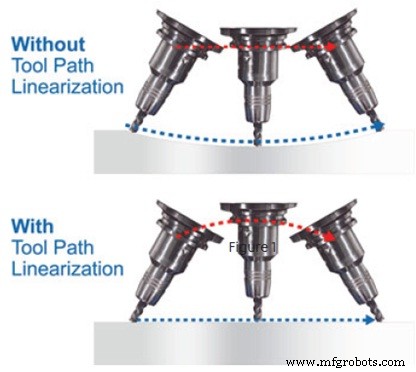
ツールパスの線形化: 2点間の線形ファションでツールチップを制御する機能。この機能がない場合、プログラミングでは、ツールの先端の移動の2つのポイント(移動の開始時のポイント「A」と移動の終了時のポイント「B」)のみを制御できます。これらの2つのポイントの間で発生することはすべて制御されておらず、マシンが「盲目的に」動いていると言えます。ただし、ツールパスの線形化を有効にすると、マシンはマシンのすべての軸を調整して、ツールチップが2点間で直線的に移動するようにし、必要に応じてZ軸を上下させます。以下の例の画像では、線形化がアクティブになっていないと、ツールチップがパーツを劇的に削りますが、線形化がアクティブになっていると、ツールは開始点と終了点の間を直線で移動します。これにより、機械加工中のツールチップの制御が向上するだけでなく、プログラムが小さくなる可能性があります。適切なツールチップ制御の欠如を補うために、移動をこのような小さな移動に分割する必要がないためです。

CNCマシン