


Tコードは工具長確認プロセスを簡素化します
工具長補正により、プログラミングが簡素化され、セットアップおよび生産実行中の試加工とサイジングが強化されます。また、オフラインの工具長測定装置を使用して、切削工具の長さを組み立てて測定することもできます。
工具長補正は優れた機能ですが、いくつかの欠点があります。
工具長補正の欠点は何ですか?
1)切削工具は、プログラムされた切削条件を使用して加工するのに十分な剛性が必要です。2)切削工具は、工具交換中に障害物と衝突するほど長くなく、加工面の最深部に到達するのに十分な長さである必要があります。
>一部の企業では、プログラマーは、許容可能な長さの範囲とともに、切削工具を組み立てるためのコンポーネントを指定します。
ただし、多くの企業は工具名とサイズのみを指定し、切削工具の組み立て方法を決定するのはセットアップ担当者に任されています。セットアップ担当者は、各ツールに十分な剛性があるかどうか、またはその長さが許容範囲内にあるかどうかを確実に知らない場合があります。
剛性を確保できない場合もありますが、カスタムマクロを使用すると、切削工具の長さの範囲に関する問題を解決できます。
基本的なマクロ設定
ここでの手法は、小さな垂直マシニングセンターや多くの水平マシニングセンターなど、Z軸の移動が制限されている機械に特に役立ちます。 FANUCカスタムマクロシステム変数を使用してオフセット関連データにアクセスしています。また、この例では、マシンにFANUCの6つのフィクスチャオフセットの標準セットがあり、ユーザーが切削工具の長さを工具長補正オフセット値として設定することを想定しています。
#2200シリーズの変数は、工具長ジオメトリオフセットへのアクセスを提供します。 #5200シリーズのものは、フィクスチャオフセットへのアクセスを提供します。さらに、この例では、関連するシステム変数値を「2番目に参照」しています。テストツールの長さの値は次のとおりです。
#149 =4.0
#2 =#[2200 +#149](現在の工具長)
共通変数#149を4.0に設定すると、式2200 +#149は2204をレンダリングします。括弧の外側のポンド記号(#)により、このシステム変数#2204が作成され、工具長ジオメトリオフセット番号4の値にアクセスします。同様の手法を使用して、現在表示されているフィクスチャオフセットZレジスタ値にアクセスします。また、システム変数#4014を使用して、現在表示されているフィクスチャオフセット値(54-59)にアクセスしています。
イラストを考えてみましょう。
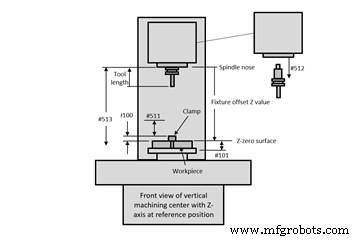
入力データは、オフセット、システム定数(#500シリーズの永続共通変数)、およびプログラム内で指定された値から取得されます。オフセットには、フィクスチャオフセットZ値と、工具長補正ジオメトリオフセットに入力された工具長が含まれます。
ユーザーは、次のシステム定数を1回だけ入力する必要があります。
#511:工具交換のためのクリアランス。
#512:ツールチェンジャーの引き抜き量(マシンビルダーのドキュメントを参照してください)。
#513:Z軸移動(機械メーカーのドキュメントを参照してください)。
これらの値はCNCプログラムと一致します:
#100:Z-zeroサーフェスから最も高い障害物(クランプなど)までの距離。
#101:Z-zeroサーフェスと最も深い深度の間の距離。この値は、各ツールを変更する前に指定できます。
この手法は、ユーザー定義のTコードプログラムから動作します。パラメータ(#6001、新しいFANUC CNCの場合はビット5)を1に設定した後、CNCがTコードを検出すると、T値を共通変数#149に格納し、プログラムO9000を実行します。
自動工具交換システムには2つの一般的なスタイルがあります。
自動工具交換システムの一般的なスタイルは何ですか?
1つを使用すると、Tコード自体でツールの変更が完了します。もう1つは、Tコードがツールカルーセルを回転させるだけで、M06コマンドがツールを変更している間、ツールをレディステーションに移動します。次のサンプルプログラムは両方でうまく機能するはずですが、プログラムを正しく実行するには、ユーザーがTコードとM06を2つのコマンドに分割する必要がある場合があります。
サンプルプログラム
これがプログラムです。メインプログラム(O6001)は、関連するコマンドのみを表示するように省略されています。
O6001(メインプログラム)
G54(フィクスチャオフセットの選択)
#100 =2.0(フィクスチャオフセットZ-ゼロサーフェスからの最も高いフィーチャ/障害物の高さ)
#101 =2.5(工具4の最も深い加工深さ)
(。)
(プログラム起動コマンド)
(。)
T04(プログラムO9000、ユーザー定義のTコードカスタムマクロを呼び出します)
M06(工具が範囲内にある場合は工具交換が発生します)
(。)
(ツールステーション4での加工)
(。)
#101 =1.0(工具5の最も深い加工深さ)
(ツール起動コマンド)
(。)
T5(ユーザー定義のTコードカスタムマクロを呼び出す)
M06(工具が範囲内にある場合は工具交換が発生します)
(工具5による加工)
(。)
(加工プログラムのバランス)
(。)
M30
O9000(ツールチェックカスタムマクロ)
#1 =ABS [#[5203 + [#4014-53] * 20]](現在のフィクスチャオフセットZ値)
#2 =#[2200 +#149](現在の工具長)
IF [[#1-#2-#511-#512-#100] GT0] GOTO5(工具長は大丈夫ですか?)
#3000 =100(ツールが長すぎます)
N5#3 =#1 +#101(最も深い深さ)
#4 =#513 +#2(ツールリーチ)
IF [[#4-#3] GT0] GOTO10(ツールは最も深い表面に到達しますか?)
#3000 =101(TOOL TOO SHORT)
N10T#149(ツールを準備位置に回転させます)
M99
産業機器