


中古機械学習:プレートロール
プレート ロールは、通常、鋼、ステンレス鋼、またはアルミニウムの平らなシートの圧延に使用されます。典型的な用途には、缶、タンク、パイプ、圧力容器、タンカー トレーラー、掘削機のバケット、その他の丸みを帯びた金属片などの製造が含まれます。プレート ロールは、コンピューター制御または電動手動機として操作できます。ただし、CNC 制御を使用しても、目的の結果を得るには、材料のバリエーションによって調整とオペレーターの技量が必要になる場合があります。
プレート ロールは、さまざまな材料の厚さと直径を圧延できるように設計されていますが、プレート ロールの設計の物理的特性による制限があります。したがって、これらのプレートロールは、ユーザーのニーズの「範囲」に最適です。プレート ロールの制限は、ロールの直径 (ロールが小さいほど、圧延できる直径がきつくなりますが、ロールが大きいほど、たわみが少なくなります)、圧延される直径、およびワークピースの組み合わせと関係があります。厚さ。すべてのロールは、2 つのロールの間で材料を挟み、(機械的または油圧的手段によって) ワークピース材料をアークに押し込みます。ターニング ロールの両端は、圧力によってロールが飛び散らないようにしっかりと支えなければなりません。ロールの一方の端は「ドロップ エンド」と呼ばれます。これは、その端のロール サポートを手動、油圧、または機械のいずれかで解放して、巻かれたシリンダーをトップ ロールから取り外すことができるためです。
プレート ロールの種類
2 ロール
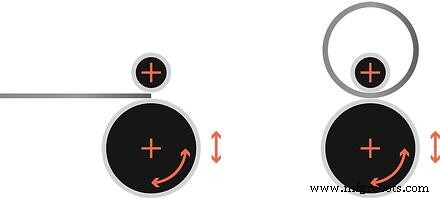
2 ロール スタイルのプレート ロールは、通常、薄い金属 (通常は 3/16 インチ以下) を小径形状 (直径 4 ~ 24 インチ) に大量処理するために使用されます。ロールは垂直パターンで取り付けられ、一方のロールが他方のロールの真上に配置されます。フォーミング ロール (通常は 2 つのロールの下側) には、ネオプレンまたは同様の素材の耐久性がありながら柔軟なコーティングが施されています。これを上側のロールが押して、接触点の周りにくぼみと「波」を作成します。オペレーターは、ロールが回転しているときにワークピースをこのピンチ位置に送り、たわんだゴム材料がワークピースをソリッド ロールの周りにロール状に押し込みます。
利点:
- 非常に高速なローリング オペレーション。
- 簡単に自動化できます。
- 丸めた形状で平らでない
短所:
- 薄い素材に限定
- 限られた調整
最初のピンチ
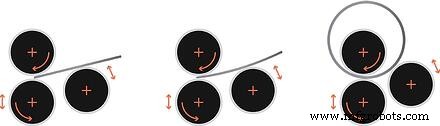
おそらく最も一般的なタイプのプレート ロールは、初期ピンチです。このタイプの材料ローラーは、3 つのロールで構成され、そのうちの 2 つが互いにほぼ垂直に取り付けられており、1 つが固定ロールで、もう 1 つが調整可能です。最後のロールは、2 つのロールの「ピンチ」ポイントに向かう動きで制御される調整可能なスライドでオフセットされます。このロールを操作するには、オペレータは被加工物材料を挿入し、2 つのロール間で被加工物がしっかりと「挟まれる」まで、2 つの垂直ロールの可動部分を調整します。次に、オフセットロールが固定ロールに向かって上向きに配置され、ワークピースが固定ロールの周りで曲げられます。次に、ロールの電源がオンになり、オフセット ロールを調整して目的の直径に到達することから圧延プロセスが開始されます。
利点:
- 非常に一般的なロール
- 操作が簡単。
- 通常、薄い材料の用途 (1/4 インチ以下) で使用されます。
短所:
- 材料を反転させるか、機械全体に供給して、ワークピースの後縁を「事前に曲げる」必要があります。
- 調整は正確ではないため、ローリング プロセス中に確認して再確認する必要があります。
ダブルピンチ
このタイプのロールは、一般的に中版の用途に使用されます。上部のロールが固定され、下部の 2 つのロールが上部に向かってある角度で移動可能 (固定ロール) または下部の 2 つのロールが固定され、上部のロールが移動可能です。材料は、下部の 2 つのロールに収まるまで供給されます。次に、正しい直径を得るために所望の位置が得られるまで、ロールを上部ロールと一緒にします。ローリングプロセスが始まる時間です。
利点:
- 非常に一般的なロール
- 操作が簡単。
- 通常、中程度の素材の用途 (1/4 インチから 3/4 インチ) で使用されます。
短所:
- 素材の端に大きなフラットが残っています。
- 調整は正確ではないため、ローリング プロセス中に確認して再確認する必要があります。
- 材料がロール間で完全に「挟まれる」ことはなく、スリップする可能性があります • 材料が斜めに供給されます。

4 ロール
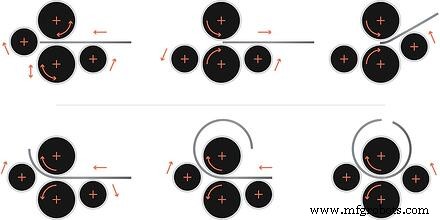
このタイプのプレート ローラーは、ロールのコンピューター数値制御が非常に有効な唯一のタイプです。これは、長方形または円形以外の形状を簡単にロールできる唯一のプレート ロールです。このロールには、2 つのロールが上下に中央に配置され、2 つの可動ロールが中央の両側に直接配置されています。つまり、「ピンチ」ロールです。
これらの可動ロールは、材料のかなり下から、位置決めロールの外径の中心線が「ピンチ」ロールのピンチ ポイントとほぼ一致する位置までの角度で配置できます。この機械を操作するために、オペレータは最初に「リーディング」ロールを材料ストップまたはゲージとして配置します。
反対側のロールは、直径が材料サポートのように機能する場所に配置され、材料を上部直径全体でサポートできるようにすることで、ロードを支援します。ピンチ ロールが開かれ、材料が挿入され、「先行」ロールに対して四角になります。次に、ピンチ ロールが互いに押し付けられ、ピンチ ロールを後方に転がして材料をわずかに引っ込めます。次に、材料ゲージとして配置された先頭ロールが下降し、ワークピースの先頭エッジがその上を通過できるようになります。
ローリングが始まると、先行ロールが材料を希望の半径に押し上げます。ローリングは、ワークピースの後縁が最初にサポートとして使用された「トレーリング」ロールを通過する直前まで続きます。 「トレーリング」ロールは、適切な直径を達成するために、材料の後縁を最終位置に押し上げます。これらのロールが数値制御によって制御されている場合、「リーディング」ロールと「トレーリング」ロールは自動的に位置を調整し、長方形、卵形、またはその他の非円形部品をロールできます。
利点:
- 素材は常にしっかりと挟まれています。
- リーディング ロールとトレーリング ロールの両方を調整することで、フラットを最小限に抑えます。
- ほぼすべての材料の厚さの用途に使用できます。
- 材料がユニット フラットに供給されます。
- 反対側の端を事前に曲げるために、材料を回転させて後方に送り込む必要がないため、機械は大幅なスペースを節約できます。
- 丸くない形を丸めることができる
短所:
- 価格。
どちらのプロセスを選択する場合でも、パーツと予算の最小要件に基づいている必要があります。 Southern Fabricating Machinery Sales は、さまざまなプロセス、メーカー、モデルの製造業者および中古機械を代理し、お客様の用途に適したソリューションを提供できるようにします。新品または中古のプレート ロールと鋼の圧延プロセスの詳細については、今すぐお問い合わせください。
この情報の PDF 版をダウンロードするには、ここをクリックしてください。
産業機器