


3DプリントとCNC機械加工
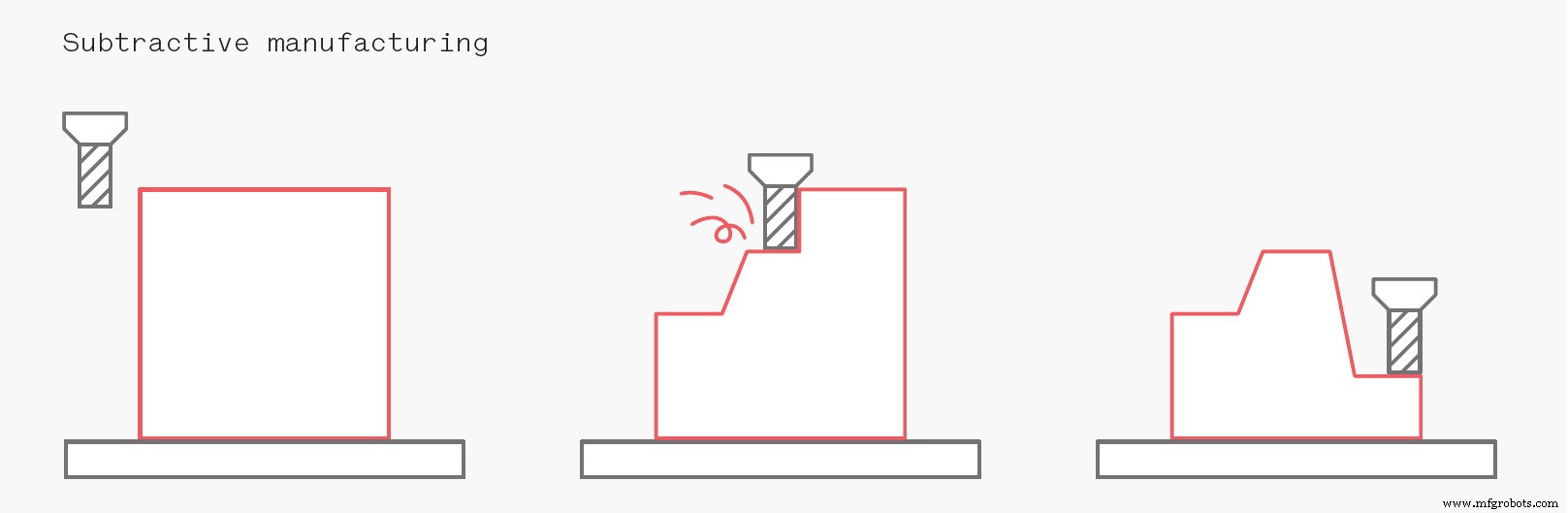
CNC機械加工は、一般的な減算製造です。 テクノロジー。 3D印刷とは異なり、このプロセスは通常、材料の固いブロック(ブランク)から始まり、さまざまな鋭利な回転ツールまたはカッターを使用して、材料を除去して必要な最終形状を実現します。
CNCは、小規模な1回限りの作業と中規模から大量生産の両方で最も一般的な製造方法の1つです。優れた再現性、高精度、幅広い材料と表面仕上げを提供します。
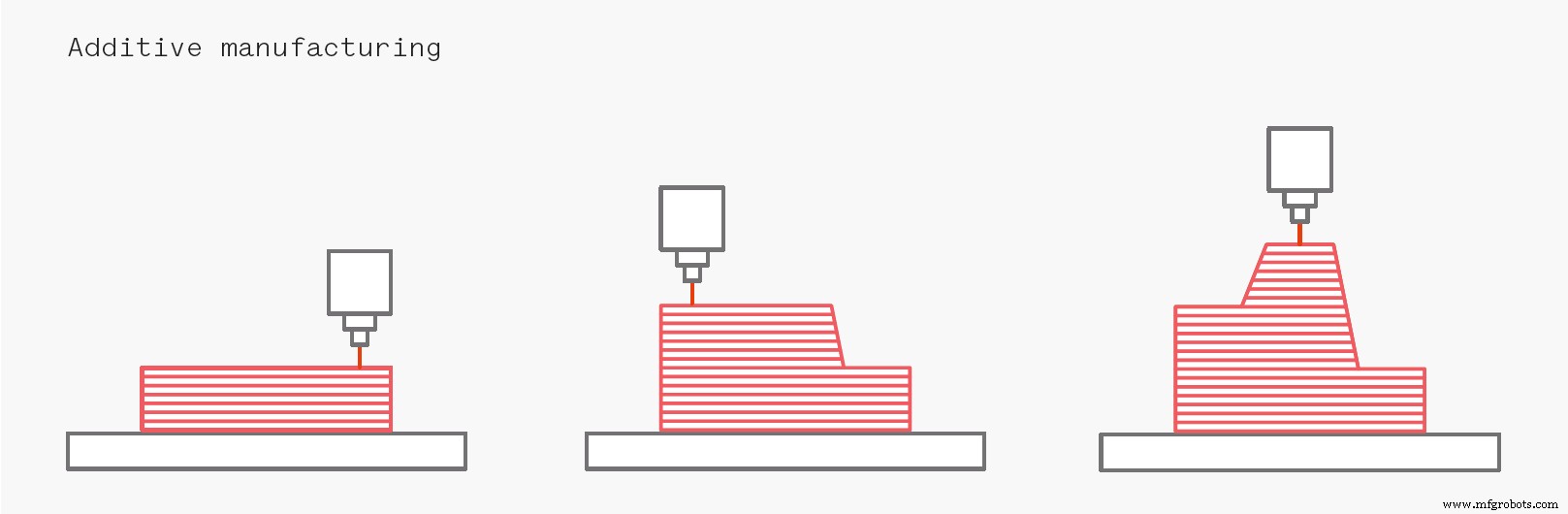
アディティブマニュファクチャリング(AM)または3D印刷プロセスは、一度に1層ずつ材料を追加することによって部品を構築します。 AMプロセスには特別な工具や固定具は必要ないため、初期設定のコストは最小限に抑えられます。
この記事では、アプリケーションに適したテクノロジを選択するのに役立つ主要なテクノロジの考慮事項を示します。 機能部品とプロトタイプに焦点を当てています 金属またはプラスチックから作られています。この目的に最も適した3D印刷プロセスは、プラスチックの場合はSLSまたはFDM、金属の場合はSLM/DMLSまたはバインダージェットです。
CNCとアディティブマニュファクチャリング(AM)のどちらかを選択する場合、意思決定プロセスに適用できる簡単なガイドラインがいくつかあります。
経験則として、サブトラクティブプロセスを通じて限られた労力で製造できるすべての部品は、通常、CNC機械加工する必要があります。通常、3D印刷を使用するのは、次の場合にのみ意味があります。
- 従来の方法では生成できない場合 たとえば、非常に複雑なトポロジ最適化のパーツ ジオメトリ。
- 迅速なターンアラウンドの場合 時間は重要です。 3Dプリントされた部品は24時間以内に配達できます。
- 低コストの場合 不可欠です。少量の場合、3Dプリントは一般的にCNCよりも安価です。
- 少数がある場合 必要な同一部品の数(10未満)。
- 資料の場合 金属超合金や柔軟なTPUのように、簡単に加工できないものが必要です。
CNCは、より高い寸法精度を提供し、3次元すべてでより優れた機械的特性を備えた部品を製造しますが、これは通常、特に体積が小さい場合、より大きなコストがかかります。
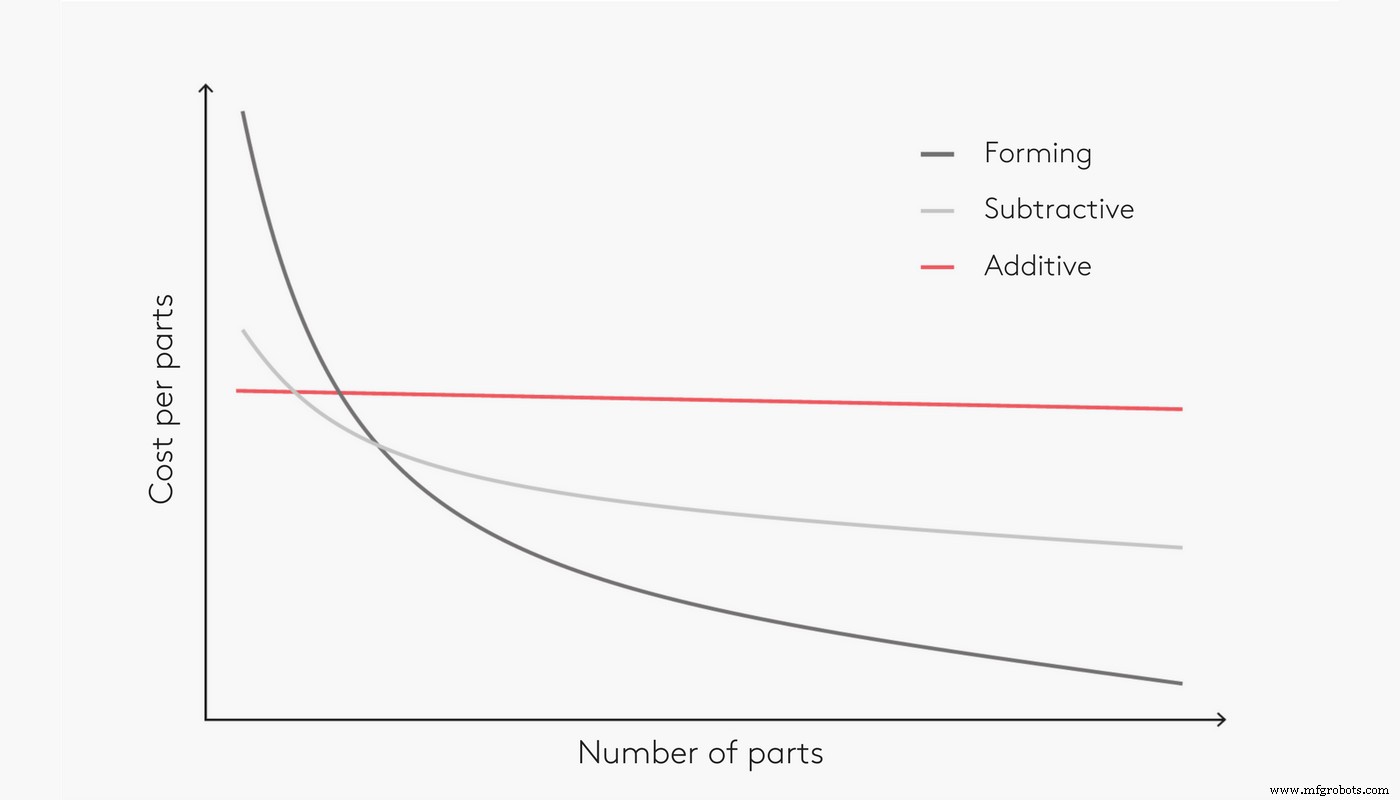
より多くの部品量が必要な場合(数百以上)、CNCもAMもコスト競争力のあるオプションではない可能性があります。インベストメント鋳造や射出成形などの従来の成形技術は、規模の経済のメカニズムにより、一般的に最も経済的な選択肢です(図を参照)。
| いいえ。パーツの | 1の | 10の | 100の | 1000年代 |
| プラスチック | 3D印刷 | 3D印刷(考慮:CNC) | CNC(考慮:射出成形) | 射出成形 |
| 金属 | 3D印刷とCNC* | CNC(検討:3D印刷) | CNC(インベストメント鋳造を検討) | 投資またはダイカスト |
*:パーツの形状に大きく依存します
CNC機械加工と3D印刷のコストについて知りたいですか?今すぐCADファイルをインスタント見積もりにアップロードしてください!
CNC見積もりを取得3D印刷見積もりを取得
CNC機械加工は厳しい公差を提供します および優れた再現性 。非常に大きな部品から非常に小さな部品まで、CNC加工を正確に行うことができます。切削工具の形状により、内部の角には常に半径がありますが、外部の表面には鋭いエッジがあり、非常に薄く加工することができます。
異なる3D印刷システムは、異なる寸法精度を提供します。産業機械は、非常に優れた公差の部品を製造できます 。狭い隙間が必要な場合は、重要な寸法を3D印刷して特大にし、後処理中に機械加工することができます。
最小肉厚 3D印刷部品のサイズは、エンドエフェクタのサイズによって制限されます(たとえば、FDMのノズル直径やSLSのレーザースポットサイズなど)。部品は一度に1層ずつ製造されるため、特に曲面で層の線が見える場合があります。 最大パーツサイズ 3D印刷処理では、多くの場合、厳密な環境管理が必要になるため、比較的小規模です。
| 許容範囲 | 最小壁の厚さ | 最大パーツサイズ | |
|---|---|---|---|
| CNC | ±0.025-0.125mm* | 0.75 mm | フライス盤:2000 x 800 x 1000 mm旋盤:Ø500mm |
| SLS | ±0.300mm | 0.7-1.0 mm | 300 x 300 x 300 mm |
| FDM | 産業用:±0.200 mmデスクトップ:±0.500 mm | 0.8-1.0 mm | 産業用:900 x 600 x 900 mmデスクトップ:200 x 200 x 200 mm |
| SLM / DMLS | ±0.100mm | 0.40 mm | 230 x 150 x 150 mm |
| バインダー噴射 | ±0.200mm | 2.0 mm | 380 x 355 x 735 mm |
*:指定された許容レベルに応じて。
CNCは主に金属の加工に使用されます。また、熱可塑性プラスチック、アクリル、針葉樹、広葉樹の機械加工、フォームのモデリング、ワックスの機械加工にも使用できます。
| 一般的なCNC材料 | |
|---|---|
| プラスチック | ABS、ナイロン、ポリカーボネート、PEEK |
| 金属 | アルミニウム、ステンレス鋼、チタン、真ちゅう |
3D印刷は、主にプラスチックで使用されます 金属についてはそれほどではありません。一部の技術では、セラミック、ワックス、砂、および複合材料から部品を製造できます。 3D印刷資料は複雑なトピックであり、ナレッジベースの専用記事で詳しく説明されています。
- 機械加工が難しい材料(TPUや金属超合金など)は3Dプリントできます。
| 一般的な3D印刷材料 | |
|---|---|
| プラスチック | ナイロン、PLA、ABS、ULTEM、ASA、TPU |
| 金属 | アルミニウム、ステンレス鋼、チタン、インコネル |
CNC機械加工用の部品を設計する際には、工具のアクセスとクリアランス、ホールドポイントまたはマウントポイント、工具の形状が原因で四角い角を加工できないなど、考慮しなければならない制限がいくつかあります。
一部の形状はCNCマシンでは不可能です (5軸CNCシステムでも)ツールはコンポーネントのすべての表面にアクセスできないため。ほとんどのジオメトリでは、さまざまな側面にアクセスするためにパーツを回転させる必要があります。再配置により、処理と作業時間が長くなり、カスタムのジグとフィクスチャが必要になり、最終的な価格に影響する場合があります。

3D印刷には、CNCと比較してジオメトリの制限がほとんどありません。サポート構造は、FDMやSLM / DMLSなどのほとんどのテクノロジーで必要であり、後処理中に削除されます。
プラスチックフリーフォーム、有機ジオメトリ サポートを必要としないため、SLSやマルチジェットフュージョン(MJF)などのポリマーベースの粉末床フュージョンプロセスで簡単に製造できます。 非常に複雑なジオメトリを作成する機能 は3Dプリントの重要な強みの1つです。
CNCまたは3D印刷を注文すると、舞台裏で何が起こるかを次に示します。
CNCでは、専門のオペレーターまたはエンジニアが最初に工具の選択、スピンドル速度、切削経路、および部品の再配置を検討する必要があります。これらの要因はすべて、最終部品の品質とビルド時間に大きく影響します。ブロックは機械に手動で設定する必要があるため、製造プロセスは手間がかかります。機械加工後、コンポーネントは使用または後処理の準備が整います。
3D印刷では、機械のオペレーターは最初にデジタルファイルを準備し(向きを選択してサポートを追加し)、次にそれを機械に送信します。そこでは、人間の介入をほとんど必要とせずに印刷されます。印刷が完了したら、部品を洗浄して後処理する必要があります。これは、3D印刷の製造ワークフローで最も手間がかかる側面です。
多数の後処理方法をCNCおよび3D印刷部品の両方に適用して、完成したコンポーネントの機能または美観を向上させることができます。最も一般的な後処理手法を以下に示します。
| 後処理方法 | |
|---|---|
| CNC | ビーズブラスト、陽極酸化(タイプIIまたはタイプIII)、粉体塗装 |
| 3Dプリント | メディアブラスト、サンディングと研磨、マイクロ研磨、金属メッキ |
ケーススタディ:プラスチック製の筐体のプロトタイピング

新しい電子機器を設計する際、大量生産の前に製品を完成させるには、エンクロージャーのプロトタイプを作成することが重要です。開発時間を短縮するために、リードタイムを短縮 および低コスト 主な目的です。
電子エンクロージャには、スナップフィット、リビングヒンジ、またはその他のインターロッキングジョイントとファスナーが付いていることがよくあります。これらの機能はすべて、CNC機械加工するか、FDMまたはSLSで3Dプリントすることができます。
CNCとSLSを使用して、高精度で美的魅力のあるプロトタイプを作成できますが、デスクトップFDMのリードタイムははるかに短く、コストも低くなります。機械的性能はこのプロジェクトの主な目的ではないため、CNCとSLSの利点は通常、追加のコストと時間の価値がありません。
| CNC | デスクトップFDM | SLS | |
|---|---|---|---|
| コスト | $$ | $ | $$ |
| 一般的な資料 | ABS、ナイロン | PLA、ABS、ナイロン | ナイロン |
| リードタイム | 1〜2週間 | 1〜3日 | 1週間未満 |
| 精度 | ±0.125mm | ±0.500mm | ±0.300mm |
ケーススタディ:金属製のブラケットとコンポーネントの製造

金属製のブラケットやその他の機械部品は、高負荷に耐え、高温で動作する可能性があります。この場合、寸法精度 および優れた材料特性 主な目的です。
モデルの形状が単純な場合(上の画像のコンポーネントのように)、精度、機械的特性、およびコストの点でCNCが最適なオプションです。
幾何学的な複雑さが増す場合、またはよりエキゾチックな素材が必要な場合は、金属3D印刷を検討する必要があります。重量と強度が最適化されたコンポーネント(下の画像の括弧など)は、機械加工が非常に困難でコストのかかる有機構造を持っています。
CNCと金属3D印刷を組み合わせることができます 重要な場所で有機的な形状と非常に厳しい公差の両方を備えた部品を製造するため。
| CNC | SLM / DMLS | バインダー噴射 | |
|---|---|---|---|
| コスト | $$ | $$$$ | $$$ |
| 一般的な資料 | アルミニウムステンレス鋼真ちゅう | ステンレス鋼アルミニウムチタンインコネルコバルト-クロム | ステンレス鋼インコネルコバルト-クロムタングステンカーバイド |
| 精度 | ±0.025mm | ±0.100mm | ±0.200mm |
| 機械的特性 | とても良い | とても良い | 良い |

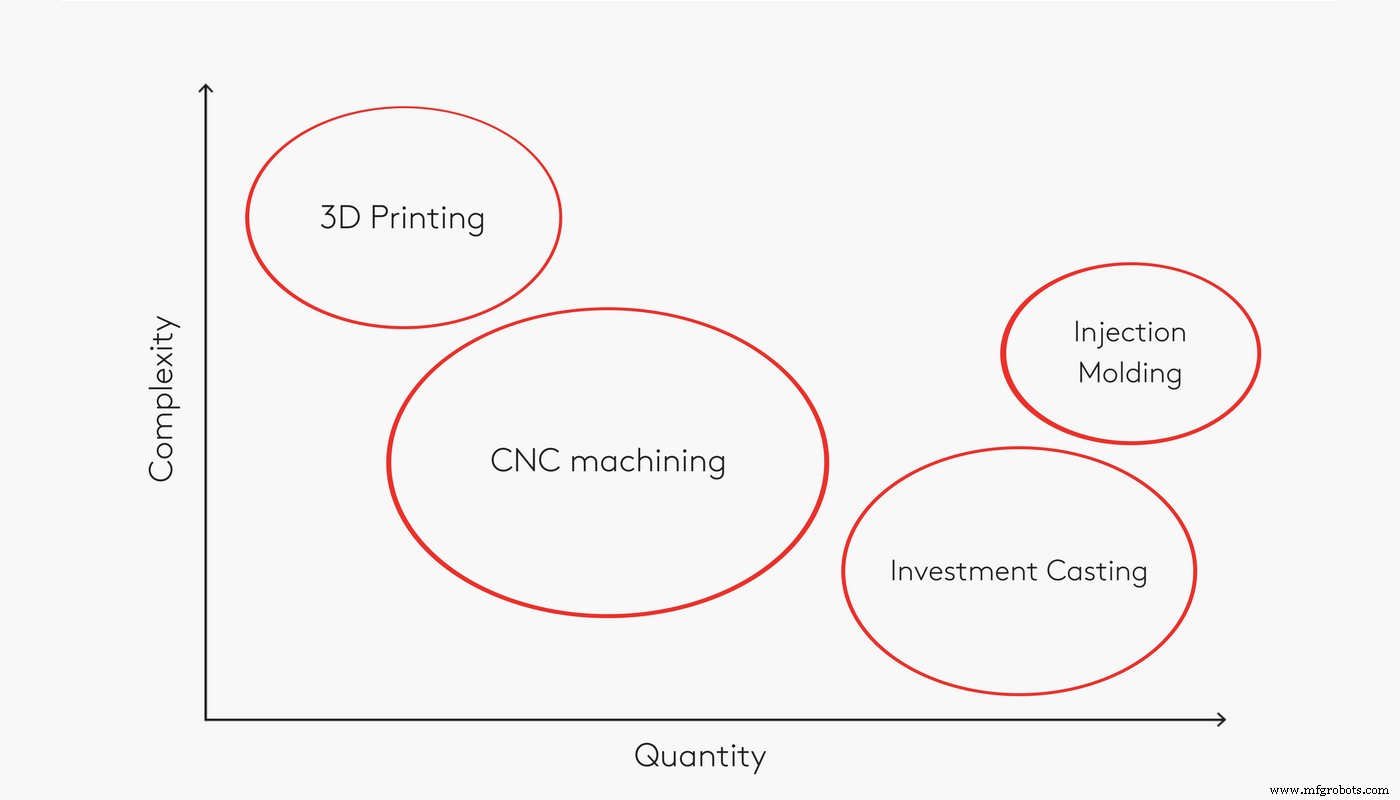
アプリケーションに適したテクノロジーを選択することは非常に重要であり、次のように要約できます。
- CNC加工は、中量から大量(250〜500パーツ未満)および比較的単純な形状に最適です。
- 3D印刷は、通常、少量(または1回限りのプロトタイプ)および複雑な形状に最適です。
- 金属を検討する場合、CNCは少量でも価格競争力がありますが、ジオメトリの制限が適用されます。
- 数量が多い場合(250〜500パーツを超える場合)、他の成形技術がより適しています。
3Dプリント