


SLA 3D印刷とは何ですか?
このステレオリソグラフィー(SLA)の概要では、特定のアプリケーションに適しているかどうかを判断するためのプロセスの基本原則について説明します。この記事を読むと、SLA3D印刷のすべての重要な側面に精通するようになります。
ハブのSLA印刷プロセスに興味がある場合は、SLA機能を確認してください。
ステレオリソグラフィーとは何ですか?
ステレオリソグラフィー(SLA)は、バット光重合ファミリーに属する積層造形プロセスです。樹脂3D印刷とも呼ばれ、バット重合に関連する3つの主要な3D印刷技術があります。SLA、DLP、LCDです。 3つのテクノロジーはすべて、光源を使用してフォトポリマー樹脂を硬化しますが、次の違いがあります。
-
ステレオリソグラフィー(SLA)は、ポリマー樹脂を選択的に硬化させるための光源としてUVレーザーを使用します。
-
デジタルライトプロセッシング(DLP)は、樹脂の層を硬化させるためのUV光源としてデジタルプロジェクターを使用します。
-
液晶ディスプレイ(LCD)は、特定の光パターンを投影するためにLCDディスプレイモジュールを使用します。
SLAは、最も広く使用されているバット光重合技術の1つです。紫外線(UV)レーザービームを使用して、ポリマー樹脂を層ごとに選択的に硬化させることにより、オブジェクトを作成するために使用されます。 SLAで使用される材料は、液体の形で提供される感光性熱硬化性ポリマーです。
1986年に特許を取得したSLAは、最初の3D印刷技術でした。そして今日でも、SLAは、非常に高精度または滑らかな表面仕上げの部品が必要な場合に利用できる最も費用効果の高い3D印刷技術です。設計者が製造プロセスの利点と制限を利用すると、最良の結果が得られます。
注意事項:SLAを使用して非常に詳細なパーツをどのように印刷しますか?
これは、約10分でSLA3D印刷を開始するために知っておく必要のあるすべてのことを説明する短いビデオです。
SLA 3D印刷はどのように機能しますか?
-
SLA 3D印刷は、最初にビルドプラットフォームを液体フォトポリマーのタンク内に、液体の表面に対して1層の高さの距離で配置することによって機能します。
-
UVレーザーは、フォトポリマー樹脂を選択的に硬化および固化することによって次の層を作成します。
-
光重合プロセスの凝固部分では、液体樹脂を構成するモノマー炭素鎖がUVレーザーの光によって活性化されて固体になり、互いに強力で壊れない結合を形成します。
-
レーザービームは、ガルボと呼ばれるミラーのセットを使用して、所定の経路に集束されます。モデルの断面全体がスキャンされるため、作成されたパーツは完全にソリッドになります。
-
印刷後、部品は完全に硬化していない状態になります。非常に高い機械的および熱的特性が必要な場合は、UV光の下でさらに後処理する必要があります。
光重合プロセスは不可逆的であり、SLA部品を液体の形に戻す方法はありません。これらのSLA部品を加熱すると、溶融する代わりに燃焼します。これは、溶融堆積モデリング(FDM)が使用する熱可塑性樹脂とは対照的に、SLAで製造される材料が熱硬化性ポリマーでできているためです。
SLA印刷の印刷パラメータは何ですか?
SLAシステムのほとんどの印刷パラメータはメーカーによって固定されており、変更することはできません。唯一の入力は、レイヤーの高さとパーツの向きです(後者はサポートの場所を決定します)。
レイヤーの高さ :25〜100ミクロンの範囲。レイヤーの高さが低いほど、湾曲したジオメトリをより正確にキャプチャできますが、ビルドの時間とコストが増加し、印刷が失敗する可能性が高くなります。 100ミクロンの層の高さは、最も一般的なアプリケーションに適しています。
ビルドサイズ: これは、設計者にとって重要なもう1つのパラメータです。ビルドサイズは、SLAマシンのタイプによって異なります。 SLAマシンの主なセットアップには、上から下への向きと下から上への向きの2つがあります。
-
トップダウンプリンタ レーザー光源をタンクの上に置き、部品を上向きに組み立てます。ビルドプラットフォームは、樹脂バットの最上部から始まり、すべてのレイヤーの後に下に移動します。
-
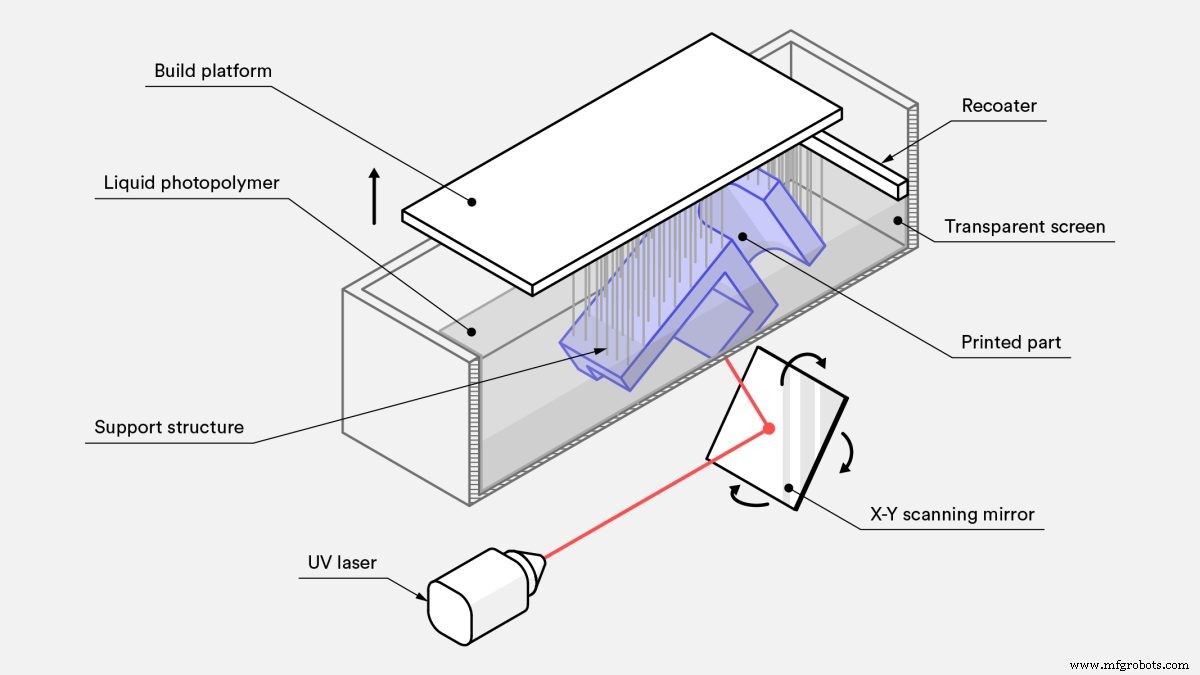
ボトムアップ プリンターは光源を樹脂タンクの下に置き(上の図を参照)、部品は逆さまに組み立てられます。タンクの底にはシリコンコーティングが施され、レーザーの光を通過させますが、硬化した樹脂がタンクに付着するのを防ぎます。すべての層の後、ビルドプラットフォームが上に移動するにつれて、硬化した樹脂がタンクの底から剥がれます。これをピーリングステップと呼びます。
ボトムアップ方向は主にFormlabsなどのデスクトッププリンターで使用されますが、トップダウン方向は一般に産業用SLAシステムで使用されます。ボトムアップSLAプリンターは製造と操作が簡単ですが、ビルドサイズには制限があります。これは、剥離ステップ中にパーツに加えられた力により、印刷が失敗する可能性があるためです。一方、トップダウンプリンタは、精度を大幅に低下させることなく、非常に大きなビルドサイズにスケールアップできます。これらのシステムの高度な機能には、より高いコストがかかります。
次の表は、2つの方向の主な特徴と違いをまとめたものです。
| ボトムアップ(デスクトップ)SLA | トップダウン(産業用)SLA | |
|---|---|---|
| 利点 | +低コスト +広く利用可能 | +非常に大きなビルドサイズ +ビルド時間の短縮 |
| 短所 | -ビルドサイズが小さい -材料範囲が狭い -サポートを幅広く使用しているため、より多くの後処理が必要です | -より高いコスト -専門のオペレーターが必要 -材料を変更するには、タンク全体を空にする必要があります |
| 人気のSLAプリンターメーカー | Formlabs | 3Dシステム |
| ビルドサイズ | 最大145x145 x 175mm | 最大1500x750 x 500mm |
| 一般的なレイヤーの高さ | 25〜100 µm | 25〜150 µm |
| 寸法精度 | ±0.5%(下限:±0.010–0.250 mm) | ±0.15%(下限±0.010–0.030 mm) |
SLA 3D印刷の特徴は何ですか?
SLA 3D印刷の主な特徴は、必要なサポート構造、カール、層の接着です。
サポート構造
SLAでは常にサポート構造が必要です。サポート構造はパーツと同じ素材で印刷されるため、印刷後に手動で削除する必要があります。パーツの向きによって、サポートの場所と量が決まります。視覚的に重要な表面が支持構造に接触しないように、パーツの向きを調整することをお勧めします。
ボトムアップとトップダウンのSLAプリンターは、サポートの使用方法が異なります。
-
トップダウンSLAプリンター: サポート要件はFDMの要件と同様です 。 これらは、オーバーハングとブリッジを正確に印刷するために必要です(クリティカルなオーバーハング角度は通常30°です)。パーツは任意の位置に向けることができ、サポートの量とレイヤーの総数を最小限に抑えるために、通常はフラットに印刷されます。
-
ボトムアップSLAプリンター: サポート要件はより複雑になる可能性があります。オーバーハングとブリッジは引き続きサポートする必要がありますが、各層の断面積を最小化することが最も重要な基準です。剥離ステップ中にパーツに加えられる力により、パーツがビルドプラットフォームから外れる可能性があります。これらの力は、各層の断面積に比例します。このため、パーツは斜めに配置されており、サポートの削減は主要な関心事ではありません。


SLAを介して製造された部品の精度に関連する最大の問題の1つは、カーリングです。カーリングは、FDMでのワーピングに似ています。
硬化プロセス中、プリンターの光源にさらされると、樹脂はわずかに収縮します。収縮が大きい場合、新しい層と以前に固化した材料との間に大きな内部応力が発生し、その結果、成形品がカールします。
印刷のリスクのある部分をビルドプレートに固定し、カールの可能性を軽減するには、サポートが重要です。部品の向きと大きな平坦な層の制限も重要です。過度の硬化(たとえば、印刷後に部品を直射日光にさらすことによる)も、カールを引き起こす可能性があります。
カールを防ぐ最善の方法は、設計プロセス中にそれを念頭に置くことです。可能な限り大きく薄く平らな領域を避けるか、パーツがカールしないように構造を追加してください。
SLA印刷部品には、等方性の機械的特性があります。これは、1回のUVレーザーパスでは液体樹脂を完全に硬化させるのに十分ではないためです。後のレーザーパスは、以前に固化した層が非常に高度に融合するのに役立ちます。実際、印刷工程が終了した後も硬化は続きます。
最高の機械的特性を実現するには、SLA部品を、強力なUV光の下で(場合によっては高温で)硬化ボックスに入れることにより、後硬化する必要があります。これにより、SLA部品の硬度と耐熱性が大幅に向上しますが、よりもろくなります。後硬化プロセスの結果は次のことを意味します:
-
デスクトップSLAプリンターを使用して、標準の透明な樹脂で印刷された部品をテストします。 硬化後の引張強度はほぼ2倍です(38MPaと比較して65MPa)。
-
部品は、より高い温度(42ºCと比較して58ºCの最高温度)で負荷がかかった状態で動作できます。
-
破断点伸びはほぼ半分です(12%に対して6.2%)。
SLA印刷された部品を太陽の下に置いたままにすると、硬化する可能性もあります。使用前に透明なUVアクリル絵の具でスプレーコーティングすることを強くお勧めします。これは、UV光に長時間さらされると、SLA部品の物理的特性と外観に悪影響を及ぼし、カールしたり、もろくなったり、色が変わったりする可能性があるためです。
SLA3D印刷の主な特徴の概要
SLAの主な特徴は、以下の表にまとめられています。
| ステレオリソグラフィー(SLA) | |
|---|---|
| 資料 | フォトポリマー樹脂(熱硬化性樹脂) |
| 寸法精度 | ±0.5%(下限:±0.10mm)–デスクトップ ±0.15%(下限±0.01 mm)–工業用 |
| 一般的なビルドサイズ | 最大145x145 x 175mm –デスクトップ 最大1500x750 x 500mm –工業用 |
| 一般的な層の厚さ | 25〜100 µm |
| サポート | 常に必要(正確な部品を製造するために不可欠) |
SLA印刷に使用される材料は何ですか?
SLA材料は液体樹脂の形で提供され、部品の最終用途に基づいて選択できます。たとえば、耐熱性、滑らかな表面仕上げ、耐摩耗性などです。そのため、レジンの価格は、標準材料の1リットルあたり約50ドルから、キャスタブルレジンや歯科用レジンなどの特殊材料の1リットルあたり400ドルまで大きく異なります。産業用システムは、デスクトップSLAプリンターよりも幅広い材料を提供し、設計者が印刷部品の機械的特性をより厳密に制御できるようにします。
SLA材料(熱硬化性樹脂)は、FDMまたはSLS(熱可塑性樹脂)で製造された材料よりも脆いため、SLA部品は通常、大きな負荷がかかる機能的なプロトタイプには使用されません。材料の進歩により、近い将来これが変わる可能性があります。
次の表は、最も一般的に使用される樹脂の長所と短所をまとめたものです。
| 資料 | 特徴 |
|---|---|
| 標準樹脂 | +滑らかな表面仕上げ -比較的もろい |
| ハイディテールレジン | +より高い寸法精度 -より高い価格 |
| 透明な樹脂 | +透明素材 -非常にクリアな仕上がりには後処理が必要です |
| キャスタブルレジン | +モールドパターンの作成に使用 +燃え尽き症候群後の灰分率が低い |
| 丈夫または耐久性のある樹脂 | +ABSのようなまたはPPのような機械的特性 -低熱抵抗 |
| 高温樹脂 | +耐熱性 +射出成形および熱成形金型に使用 |
| 歯科用レジン | +生体適合性+高い耐摩耗性-高コスト |
| 柔軟な樹脂 | +ゴムのような素材-寸法精度が低い |
SLA後処理のオプションは何ですか?
SLA部品は、サンディングや研磨、スプレーコーティング、鉱油による仕上げなど、さまざまな後処理方法を使用して非常に高い水準に仕上げることができます。詳細については、SLAパーツの後処理に関する広範な記事をご覧ください。

SLA 3D印刷の利点は何ですか?
-
SLAは、非常に高い寸法精度と複雑な詳細を備えた部品を製造できます。
-
SLAパーツは非常に滑らかな表面仕上げであるため、視覚的なプロトタイプに最適です。
-
透明で柔軟性があり、キャスタブルな樹脂など、特殊なSLA材料を利用できます。
SLA 3D印刷の欠点は何ですか?
-
SLAパーツは一般に脆く、機能的なプロトタイプには適していません。
-
SLAパーツの機械的特性と外観は、パーツが日光にさらされると時間の経過とともに低下します。
-
サポート構造は常に必要であり、SLAパーツに残っている視覚的なマークを削除するには後処理が必要です。
SLA 3D印刷に関するハブのヒントとコツは何ですか?
SLA 3D印刷は、部品や製品に適した製造ソリューションですか?これらは私たちの経験則です:
-
SLA 3D印刷は、さまざまな熱硬化性材料から非常に滑らかな表面と非常に細かいディテールを備えたビジュアルプロトタイプを作成するのに最適です。
-
デスクトップSLAは、小さな射出成形品のような部品を手頃な価格で製造するのに理想的です。 「こぶしよりも小さい」と考えてください。
-
産業用SLAマシンは、1500 x 750x500mmの非常に大きな部品を製造できます。
詳細を知りたいですか? 3Dプリントの完全ガイドをお読みください。
3Dプリント