


Gコードプログラミングとは何ですか?

自動化と新しいテクノロジーがプログラミングタスクに取って代わっているように見えても、プログラミングはすべてのタイプのCNC機械加工の基本的なスキルです。すべての機械工は、プログラムとツールがどのように機能するかを理解する必要があります。 CNCプログラミングとその最も一般的な言語であるGコードを初めて使用する場合でも、何年もの間コードを最初から作成している場合でも、CNCコードは外国語のように感じることがあります。さらに悪いことに、すべてのマシンはあなたが理解しなければならない異なる方言を話します。彼らが言っていることを理解していますか?高品質の製品を作成するプログラムを効率的に理解して作成するために知っておく必要のあるGコードプログラミングの基本は次のとおりです。
Gコードとは何ですか?
GコードはCNCのプログラミング言語であり、機械にどこにどのように移動するかを指示します。ほとんどのマシンはGコードの異なる「方言」を話すため、コードはタイプ、メーカー、モデルによって異なります。各マシンには、特定の機能の特定のマシンのコードを示す取扱説明書が付属しています。
Gコードは「幾何学的コード」の略で、英数字パターンのバリエーションに従います。
N ## G ## X ## Y ## Z ## F ## S ## T ## M ##
N:行番号
G:モーション
X:水平位置
Y:垂直位置
Z:深さ
F:送り速度
S:スピンドル速度
T:工具選択
M:その他の機能
IとJ:弧のインクリメンタルセンター
R:円弧の半径
英数字コードは、次の簡単な方法であるため、Gコードプログラミングに使用されます。
- モーションと機能を定義する(G ##)
- 位置を宣言する(X ## Y ## Z ##)
- 値を設定します(F##および/またはS##)
- アイテムを選択(T ##)
- クーラント、スピンドル、インデックス動作、軸ロックなど、何かのオンとオフを切り替えます(M ##)。
たとえば、
G01 X1 Y1 F20 T01 M03 S500
通常、送り速度20で所定のXY位置への直線送り移動(G01)を示します。これはツール1を使用しており、スピンドル速度は500です。その他の機能はマシンごとに異なるため、 m-codeは、マシンの取扱説明書を参照する必要があることを意味します。
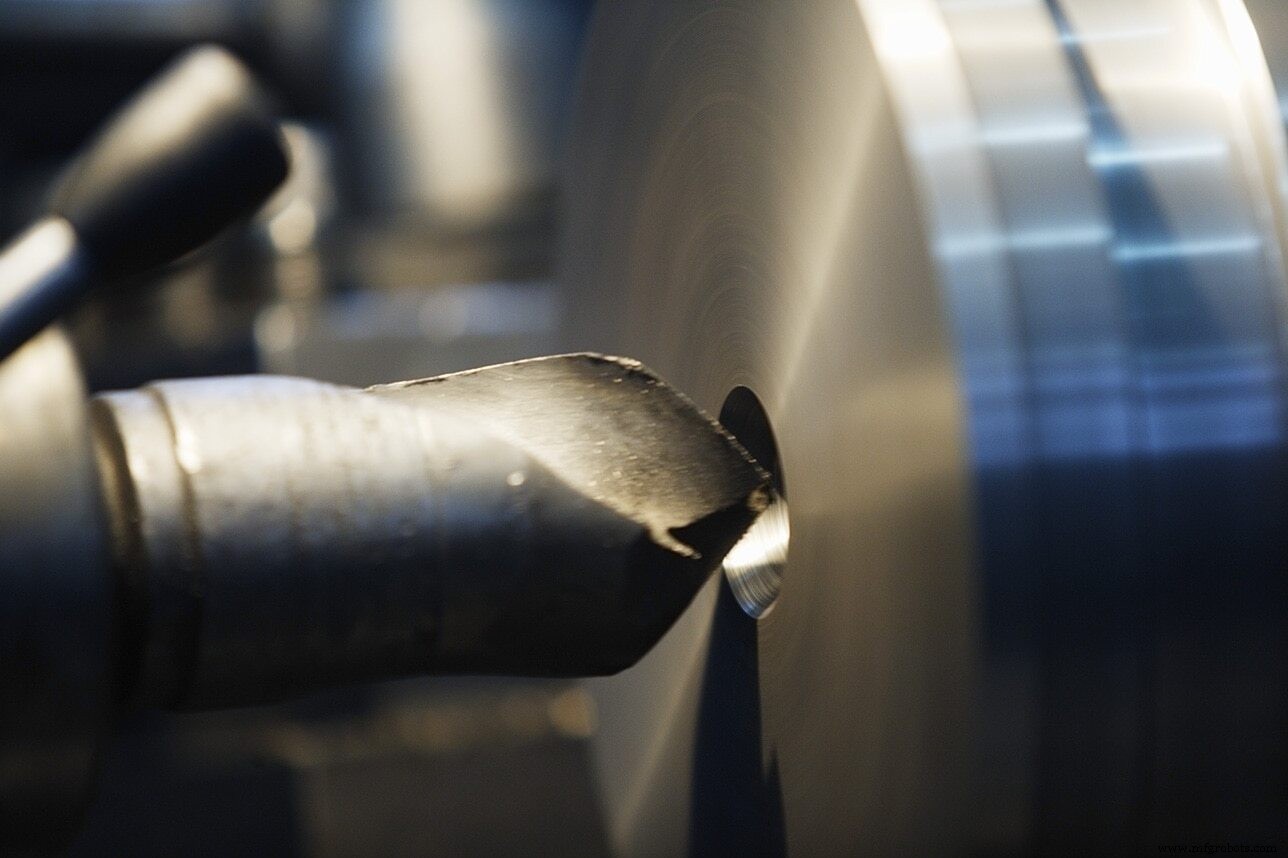
マシンが実行できることはすべて、3つの基本的なタイプのモーションに基づいています。
- 迅速な移動:XYZ位置への可能な限り高速な線形移動
- 送り移動:定義された送り速度でXYZ位置への直線移動
- 円運動:定義された送り速度での円運動
すべてのGコードは、これらの基本的なモーションのどのバリエーションを実行するか、およびそれを実行する方法をマシンに指示します。
XとYは水平位置と垂直位置のデカルト座標であり、Zは機械の深さを表します。これらの英数字は、モーション/機能コマンド(G)の後に続き、機械の位置を宣言します。
次に、Fが送り速度(送り移動または円移動)を決定し、Sが主軸速度を決定します。 Tはツールを選択するために使用されます。プログラミングで使用される他の英数字には、円弧の中心と半径に関係するI、J、およびRが含まれる場合があります。
プログラムの行には、mコードも含まれる場合があります。これは通常、マシンにアクションの実行方法を指示するコードです。マシン間で同じであるとは限りませんが、一般的な標準のmコードは次のとおりです。
- M00:プログラムの停止
- M01:オプションのプログラム停止
- M02:プログラムの終了
- M03:時計回りにスピンドルをオンにします
- M04:反時計回りにスピンドルを回す
- M05:スピンドルストップ
- M06:ツールの変更
- M08:フラッドクーラントオン
- M09:クーラントのフラッドオフ
- M30:プログラムの終了/開始に戻る
- M41:スピンドルローギアレンジ
- M42:スピンドルハイギアレンジ
ライトがオフになるまで点灯し続けるのと同じように、Gコード機能(モダリティをサポートするコントローラー上)は、別のコードによって非アクティブ化されるまでアクティブのままになります。つまり、一度にアクティブにできる機能は1つだけです。機能を無効にするには、新しい機能を選択するだけです。
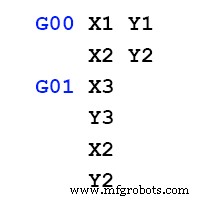
たとえば、コードがX1 Y1(G00 X1 Y1)で直線的に急速に移動することから始まるとします。次の関数が別の線形高速移動である場合、G00を再度書き込む必要はありません。モーダル条件は同じであるため、コードの次の行で必要なのは新しい位置(たとえば、X2 Y2)だけです。次に、機能をリニアフィード(G01)に変更するには、次の行でG01をプログラミングすると、リニア早送りが無効になり、リニアフィードが有効になります。
条件が設定されると、それがオフになるか、別の条件がそれをオーバーライドするまで、アクティブのままになります。
固定サイクルは、共通のタスクを1つのコードに完了するためにすべてのモーションを組み込む一種のモーダル条件です。
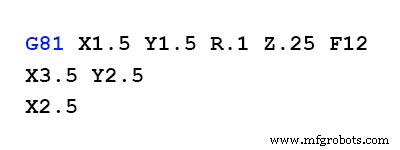
たとえば、多くの場合、G81は基本的なドリル機能のコードです。基本的な穴あけの場合、工具は1)穴の位置の開始点に移動し、2)クリアランス平面に迅速に移動し、3)深さに供給し、4)迅速に排出する必要があります。これは、プログラム内の4行のコードであり、新しいドリル位置ごとに繰り返す必要があります。固定サイクルG81では、アクティブ化後に穴の位置のみを指定する必要があります。 G81のような固定サイクルは、1つのコードに複数のモーションを組み込むことにより、コードの量を大幅に削減します。
Gコードでは、ペックドリル、カウンターボーリング、およびタッピング用に、他の一般的な固定サイクルがいくつか存在します。
モーダルコードグループでは、1行に複数のコードを含めることができますが、1行の各グループからのコードは1つだけです。これは、グループ内のコードが相互に上書きするためです。
Gコードのモーダルグループは次のとおりです。
- グループ1(モーション):G00、G01、G02、G03、G80、G81、G82、G84、G85、G86、G87、G88、G89
- グループ2(平面選択– XY、YZ、ZX):G17、G18、G19
- グループ3(絶対/インクリメンタルモード):G90、G91
- グループ5(送り速度モード):G93、G94
- グループ6(単位–インチ/ミリメートル):G20、G21
- グループ7(カッター半径補正– CRC):G40、G41、G42
- グループ8(工具長オフセット– TLO):G43、G49
- グループ10(定型サイクルでのリターンモード):G98、G99
- グループ12(作業座標系の選択– WCSS):G54、G55、G56、G57、G58、G59)
ポストプロセッサは、コンピュータ画面上のツールパスの計算された画像を機械制御用の言語に変換するトランスレータです。ポストプロセッサを作成するには、マシンにぴったり合うサンプルプログラムを検索し、マシンに正確に合うようにプログラムを修正します。
Gコードプログラミングのヒント
- 一部のマシンとコントローラーはスペースを無視します。 G01 X1Y1Z1はG01X1Y1Z1と同じ意味である可能性があります。
- Z軸は上方向に正です。 Z1はツールを上げ、Z-1はツールを下げます。
- マシンのGコード方言は、先行ゼロが必要かどうかを指定します(G1ではなくG01のように)。
- 方言は、小数点が常に必要かどうかも決定します(例:G01 X1。Y1。Z0.5)
- 大きなプログラムを実行する前に、マシンのマニュアルに含まれているサンプルプログラムを実行することをお勧めします。多くの場合、サンプルプログラムは機能しないため、問題に注意して独自のベンチマークを設定する必要があります。
Gコードの使用を開始する
Gコードを使用してマシンをプログラムする準備はできましたか?マシンの固有のコーディングチャートを確認することから始めます。すべてのマシンは少し異なることを忘れないでください。関数のHaasのコードは、その関数のAnilamのコードと同じではない場合があります。特定のマシンが実行したいタスクにどのコードを使用しているかを知る必要があります。
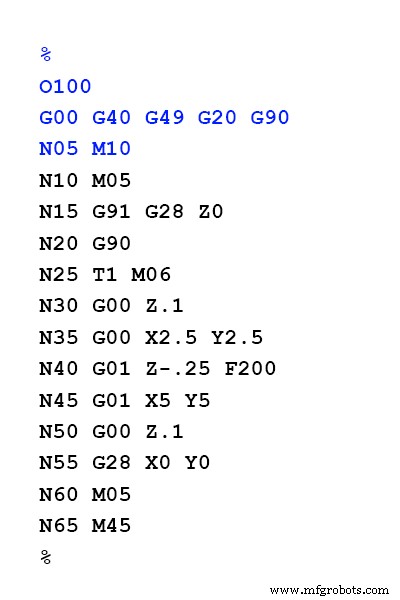
多くの場合、プログラムは初期化コード(%)で始まり、その後にプログラム番号が続きます。次に、安全コードの行があります。次は工具交換のラインです。これにより、適切なツールがマシンに配置され、使用する速度が設定されます。プログラムの大部分は、機械の動きと位置決めになります。
行番号を使用する場合は、各行に5つ以上の増分で名前を付けることをお勧めします。このように、後でコードの行を追加する必要がある場合でも、行には順番にラベルが付けられます。
Gコードのプログラミングが終了したら、通常、マシンを停止およびリセットして次回の準備ができるようにする一連の機能でプログラムを終了します。
Gコードを正しく使用すると、CNC機械工にとって非常に貴重なツールとなり、機械の機能を最大限に活用できます。 Fusion360のような統合CAD/CAMソリューションは、引き続きCNCコーディングプロセスを合理化するため、Gコードを使用して手動で部品をプログラムする必要はありません。高品質の部品の製造は、Gコードプログラミングでかつてないほど高速になりました。

産業技術