


高速スピンドルを使用する利点は何ですか?
ミニチュアドリルとエンドミルは、スピンドルRPMに飢えていることが多く、表面仕上げが悪く、生産性が低く、切削工具が壊れます。この非常に一般的な問題に対処するためのいくつかのオプションと推奨事項を次に示します。
「ミニチュア」と「マイクロマシニング」はどのように定義されていますか?
公式の回答はありませんが、多くの専門家は、直径が1/8インチ程度よりも小さいドリルまたはエンドミルはマイクロツールとして適格であると示唆しています。
さらに重要なのは、これらのカッターは、ほとんどのCNC工作機械が提供できるよりも高いスピンドル速度を必要とすることが多く、それらがないと、通常、結果は望ましくないということです。
いくつかの日常的な材料の推奨切削速度を考慮してください。
Sandvik Coromantは、オーステナイト系および二相ステンレス鋼の機械工は毎分492フィート(SFM)から始めることを推奨しています。 Guhringによれば、620SFMはほとんどの鋳鉄を荒削りするのに適した速度です。 Harvey Toolは、低炭素鋼には600 SFM、鍛造アルミニウムには1,000SFMを提案しています。他の切削工具メーカーも同様の推奨事項を提供しています。
最初の例では、直径3/16 "のエンドミルが適切な動作パラメータに到達するために少なくとも10,000RPMのスピンドル速度を必要とします。最後に、同じカッターが推奨表面速度を満たすために少なくともその2倍のRPMを達成する必要があります。 。工具が小さくなるにつれて、状況は指数関数的に悪化します。たとえば、IscarのTool Advisorは、合金鋼を加工する場合、1/32"エンドミルに56,000RPM以上が必要であると計算します。
誰もが計算機にこれらの数値を確認する前に、メッセージは明確です。金型製作や光学作業用に設計されたハイエンドのマシニングセンターでさえ、このマイクロレルムでのフライス盤や穴あけ加工では、ライブで不足します。 -工具旋盤とコモディティCNC装置はさらに遅れています。物理学を機械加工するというこの単純な事実は、何よりも、切削工具がミニチュアと見なされる時期を決定するものであり、したがって特別な注意が必要です。
良いニュースは、工作機械、材料、カッターのサイズに関係なく、不十分なスピンドル速度のブルーを簡単に修復する方法があることです。スピーダーヘッドは、知られているように、マシンスピンドルのRPMを上げるように設計されています。彼らは、特に仕上げ作業において、CNC穴あけおよび軽フライス盤作業で最大の信頼性と精度を確保しながらこれを行います。いくつかの構成が利用可能であり、その中には、空気または電気を動力源とするユニット、スピンドルを介した切削液、または既存のスピンドルの回転を倍増させる内部ギアトレインがあります。
ブルースを乗り越える

Mike Gabrisは、「スピンドルスピーダー」という用語を使用するときは注意が必要です。 NSK America Corporationの産業営業マネージャーは、「スピーダー」とは、今述べたギア駆動の配置を指すことが多いと言います。
「方程式に歯車を追加するときはいつでも、振動、熱、熱歪みなどの特性を導入します」と彼は言います。 「これらのどれも、高速スピンドルの許容可能な特性ではありません。」
比較すると、同社が推奨するソリューションは、機械のスピンドルとは独立して動作するブラシレス電気モータースピンドルを使用しており、純粋な機械装置で可能な速度よりもはるかに高速で、マイクロおよびナノの機械加工を成功させることができます。
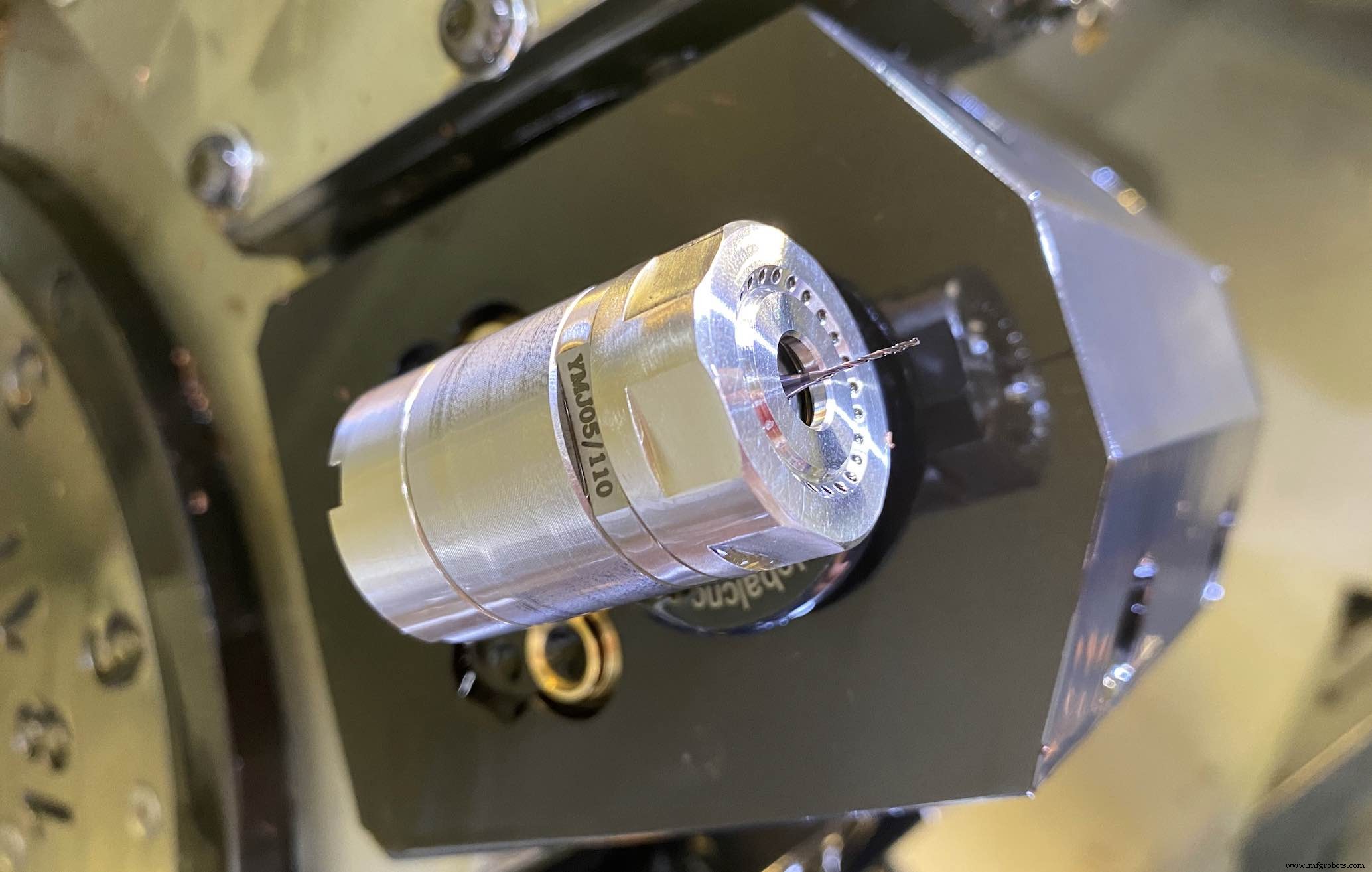
「さまざまな高速エアスピンドルと電気スピンドルを提供していますが、最新モデルはiSpeed5で、ラインやコードを手動で接続しなくても60,000〜80,000RPMで動作します」とGabris氏は言います。 「スピンドル面に取り付けられたストップブロックに組み込まれ、外部コントローラーからの電気、冷却空気、および制御信号を提供します。これにより、完全に工具交換可能な電動スピンドルになります。これは、ますます多くのショップが消灯を検討していることを考えると、ますます重要な考慮事項になります。」
ガブリス氏は、無人加工の要望は別として、iSpeed5の対象読者は、直径1/16インチ未満のカッターと定義する小径の工具を使用する人だと述べています。金型製造は大きな市場です。 「これらの顧客の多くは、他の高速スピンドルソリューションにすでに精通しており、そのうちのいくつかは160,000RPMの速度に達することができます。iSpeed5は歓迎すべき追加です。」
ベアリングダウン
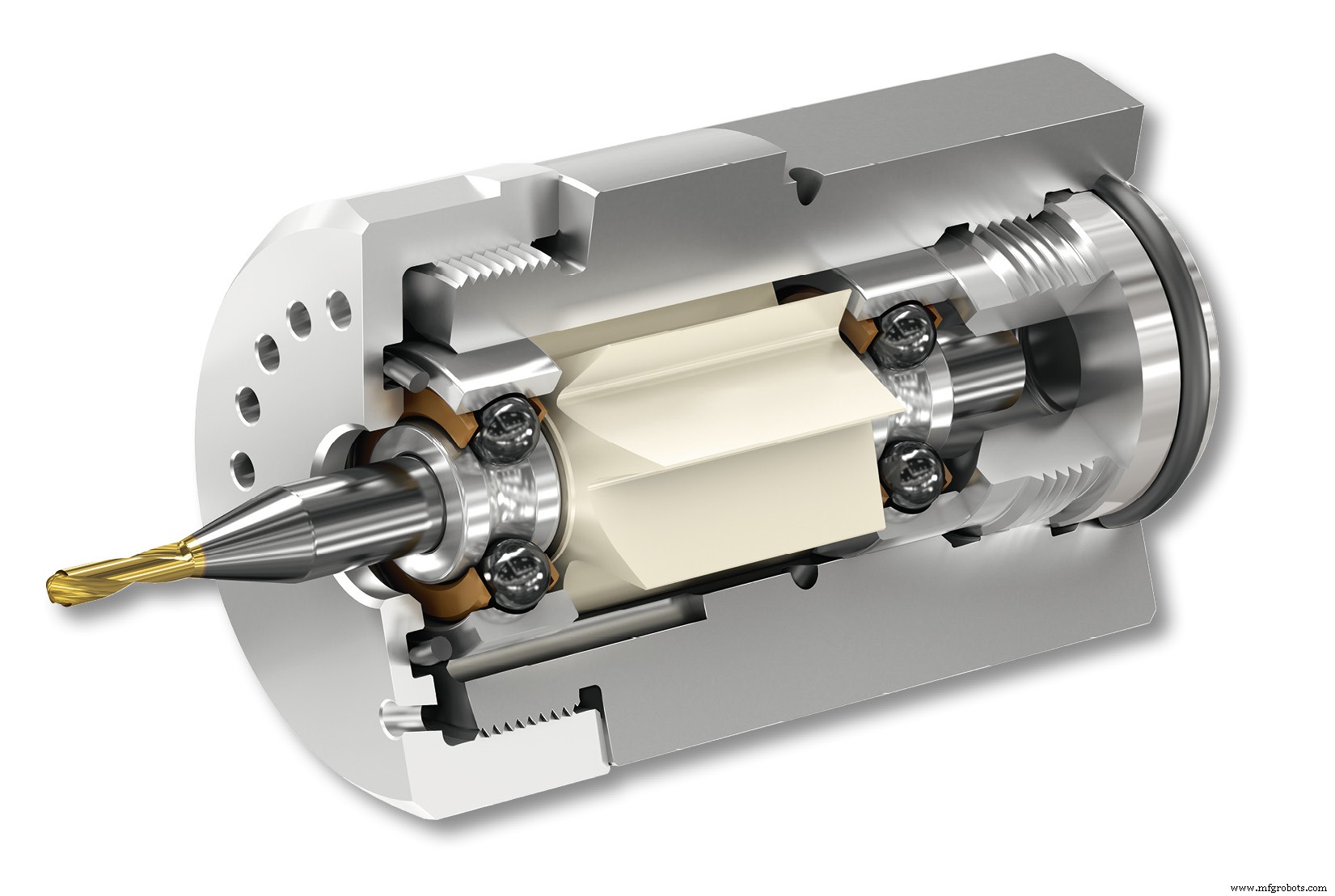
WTOUSAの高速スピンドル製品スペシャリストであるAndyJonesは、よりシンプルで安価な代替品を提供していると述べています。 CoolSpeed miniは、工作機械の切削液システムからのクーラント、オイル、またはエアミストを動力源とするタービン駆動のスピンドルです。 「圧力が高いほど、スピンドル速度が速くなります」とジョーンズは言います。
「145psi(10バール)のクーラントまたはオイルは40,000 RPMを供給しますが、870 psi(60バール)はそれを最大75,000RPMにします」と彼は言います。 「そして、通常の店の空気圧(約72 psi、または5バール)で動作するミストシステムは、50,000RPMを取得します。これは、マシニングセンターや旋盤に、従来のスピーダーの数分の1のコストで非常に高いスピンドル速度を装備するための優れた方法です。」
CoolSpeedminiはユニークなデザインですとジョーンズは言います。切削工具が摩耗すると、オペレーターはユニットの押し付けられたベアリングとタービンと一緒にそれを取り外し、次に新しいベアリングとタービンのセットを交換ツールに押し付け、本質的に回転アセンブリであるものをヘッドに再取り付けします。彼は、ベアリングは使い捨てになるように設計されていますが、それでも4ミクロン(0.0001 ")以上の動的振れを提供し、多くの切削工具よりも低コストであると説明しています。
スターターセットには、25mmのCoolSpeedmini、組み立て装置、圧力計、25 mmのゲージアダプター、およびそれぞれに1対のベアリングとタービンを含む3つの交換セットが付属しています。 「立ち上げて実行するために必要なすべての価格は、従来のスピンドルスピーダーのコストの何分の1かです」とジョーンズは言います。
「3、4、6 mmのツールシャンクがサポートされており、ユニット全体が標準の油圧または機械式ツールホルダーに収まるほど小さいです。メンテナンスも、マシンのスピンドルに取り付けるハードウェアも、設置するコントロールボックスも、実行するラインもありません。投資収益率が非常に高いだけです」と彼は言います。
スピード違反を続ける
高速スピンドルソリューションが何であれ、操作中に考慮すべきいくつかのベストプラクティスがあります。おそらく最も重要なのはこれです。不十分なスピンドルRPMに甘んじてはいけません。最初に説明したように、最新の切削工具は過去よりもはるかに高速な速度を必要とし、工具の寿命と部品の品質はそれなしでは低下します。
さらに、より速いスピンドル速度に見合った送り速度の機会が失われます。ここで5倍に増加すると、5倍以上の金属除去が発生することを忘れないでください。より高速な加工への道で留意すべき他のいくつかの事柄があります:
- 空気駆動のスピンドルでは、必ず圧力調整器を使用し、ろ過された工場の空気をきれいにしてください。また、圧力をメーカーの推奨範囲内に保ちます。
- 同様に、クーラントを動力源とするスピンドルには、ウェイオイルや金属微粉などの汚染物質のない切削液が必要です。高圧クーラントシステムを使用する場合は、スピンドルの能力を超えないようにしてください。
- 前述の小さな工具と同様に、高速スピンドルでは重金属を除去できないことに注意してください。ここでは、加速された送り速度での軽い切り込みの深さが経験則です。
- 送り速度が速いにもかかわらず、潜在的な欠点があります。工作機械の制御およびサーボシステムは、高速マイクロマシニングに関連する細かい動きと短いブロック長に対応できますか?そうでない場合は、ハードウェアとソフトウェアのアップグレードが適切である可能性があります。使用可能なオプションについては、マシンビルダーに確認してください。
最後に、工具の振れはフライス盤や穴あけ作業にとって重要ですが、スピンドル速度が速い場合は二重に重要であることを忘れないでください。
常に最高品質のツールホルダーと切削工具を使用し、それらを清潔で手入れの行き届いた状態に保ち、取り付け後に(できれば機械に)工具を再確認してください。
ショップで高速スピンドルを使用していますか?どのようなテクニックとヒントを共有できますか?以下のコメントでお知らせください。
ツールアップ:米国製造業の健全性の評価:
産業技術