


20 ユニット 3:垂直ミリング センターの機械の動作
目的
この単元を完了すると、次のことができるようになります:
- 垂直フライス盤の機械の動きを理解する
- 機械のホーム ポジションを理解する
- CNC マシンの座標を理解する
- 作業座標系を理解する
- マシンとツールのオフセットを理解する
- 各工具の工具長オフセットを設定します。
VMC マシン モーション
CNC マシンは、3D デカルト座標系を使用します。図 10. は、典型的な垂直ミリング センター (VMC) を示しています。加工する部品は機械テーブルに固定されています。このテーブルは XY 平面内を移動します。オペレータが機械に面すると、X 軸がテーブルを左右に動かします。 Y 軸は、テーブルを前後に移動します。マシン コラムがツールをつかみ、回転させます。コラムは Z 軸を制御し、上下に移動します。
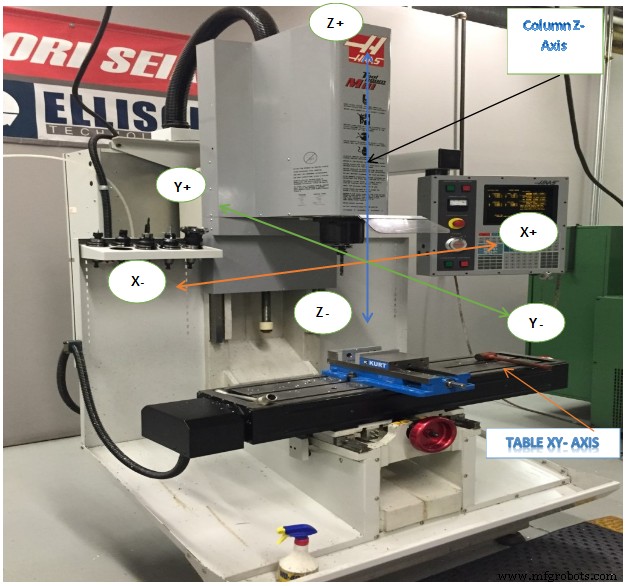
図 1. VMC マシンの動き
CNC マシン座標
CNC 機械座標系を図 11 に示します。機械座標系の制御点は、機械スピンドルの中心面として定義されます。マシン座標系の原点は、Machine Home と呼ばれます。これは、Z 軸が完全に後退し、テーブルが後方左隅近くの限界まで移動したときの機械主軸の中心面の位置です。
図 2. VMC マシン座標系 (ホーム ポジション) )
図 12 に示すように、CNC で作業するときは、テーブルの動きではなく、ツールの動きの観点から CNC プログラムを常に考え、作業し、記述してください。たとえば、+X 座標値を大きくすると、ツールはテーブルに対して右に移動します (ただし、テーブルは実際には左に移動します)。同様に、+Y 座標の値を大きくすると、工具が機械の後方に移動します (テーブルがオペレーターに向かって移動します)。 +Z コマンドを増やすと、ツールが上に移動します (テーブルから離れます)。
機械のホームポジションについて
CNC マシンは、最初に電源を入れたとき、軸がワークスペースのどこに配置されているかを認識していません。ホーム ポジションは、制御電源をオンにした後、オペレータがマシン制御のボタンを押して開始する電源オン再起動シーケンスによって検出されます。
電源投入時の再起動シーケンスは、3 つの軸すべてを極限 (-X、+Y、+Z) に向かってゆっくりと駆動するだけです。各軸が機械的限界に達すると、マイクロスイッチが作動します。これは、その軸のホーム ポジションに到達したことをコントロールに通知します。 3 つの軸すべての動きが停止すると、マシンは「ホームに戻った」と言われます。その後、マシン座標はこのホーム ポジションに関連します。
作業座標系
明らかに、マシン座標に関連して CNC プログラムを作成するのは困難です。ホーム ポジションがテーブルから離れているため、CNC プログラムの値が大きくなり、パーツ モデルとの関係がわかりにくくなります。 CNC のプログラミングとセットアップを容易にするために、CNC プログラムごとに作業座標系 (WCS) が確立されています。
WCS は、CNC プログラマーがパーツ、ストック、または治具上で選択したポイントです。 WCS は CAD の部品の原点と同じにすることができますが、そうである必要はありません。マシン エンベロープのどこにでも配置できますが、その選択には慎重な検討が必要です。
- WCS の位置は、エッジ ファインダー、同軸インジケーター、パーツ プローブなどの機械的手段によって検出できる必要があります。
- 高精度で配置する必要があります。通常、±0.001 インチ以下です。
- 反復可能でなければなりません。パーツは毎回まったく同じ位置に配置する必要があります。
- パーツのさまざまな側面が機械加工されるときに、パーツがどのように回転および移動するかを考慮する必要があります。
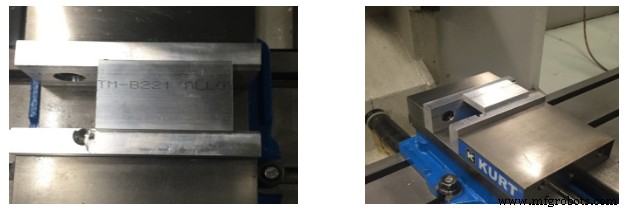
たとえば、図 13 は万力で把持されたパーツを示しています。パーツの外寸は、CNC マシンで設定する前に、手動マシンでサイズに合わせてフライス加工されています。
CNC は、この部分の穴、ポケット、およびスロットを作成するために使用されます。 WCS は、ブロックの左上隅にあります。このコーナーは、エッジ ファインダーまたはプローブを使用して簡単に見つけることができます。
上面図 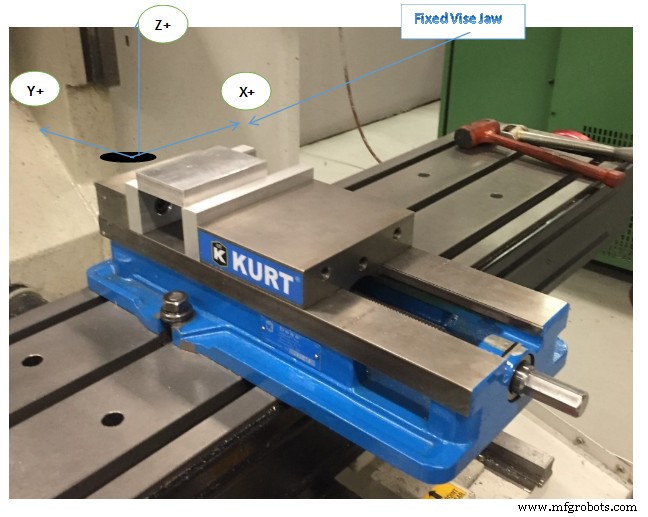
図 3. 作業座標系 (WCS)
機械と工具のオフセット
マシン オフセット:
毎回機械の正確に同じ位置にバイスを配置することは難しいため、通常、ホームから WCS までの距離は、バイスをセットして機械と位置合わせするまでわかりません。 CNCプログラミングが完了するのを待ってCNCマシンをアイドル状態にしておくと費用がかかるため、マシンのセットアップはプログラムが完全に作成された後に行うのが最適です。さらに、プログラマーは CAM プロセス中に考えを変える可能性があり、事前に計画されたセットアップが陳腐化してしまいます。
さらに複雑なことに、さまざまな工具がさまざまな長さで機械の主軸から伸びており、これも事前に決定するのが難しい値です。たとえば、ロング エンド ミルは、スタブ長ドリルよりもスピンドル面からさらに伸びます。ツールが摩耗または破損して交換が必要になった場合、ツール ホルダーから毎回正確な長さに設定することはほとんど不可能です。
したがって、機械座標系をパーツ WCS に関連付け、さまざまな工具長を考慮する何らかの方法が必要です。これは、machineTool と Fixture Offsets を使用して行われます。 CNC マシンで使用できるオフセットは多数あります。それらがどのように機能するかを理解し、それらを正しく組み合わせて使用することは、CNC 加工を成功させるために不可欠です。
パーツ オフセット XY:
治具オフセットは、CNC 制御が機械のホーム ポジションとパーツ WCS からの距離を知る方法を提供します。ツール オフセットと組み合わせて、フィクスチャ オフセットを使用すると、マシン座標ではなく WCS に関連してプログラムを作成できます。 CNC プログラムを作成する前に機械エンベロープ内のパーツの正確な位置を知る必要がないため、セットアップが簡単になります。
工具がすべての機械加工操作に到達できる場所に部品が配置されている限り、機械エンベロープのどこにでも配置できます。フィクスチャ オフセット値が検出され、コントロールに入力され、CNC プログラムによってアクティブ化されると、CNC コントロールは舞台裏で動作し、プログラム座標を WCS 座標に変換します。
図 14 で、パーツ オフセット (+X、-Y) を使用して、マシン スピンドルの中心線を WCS の真上に移動する方法に注目してください。
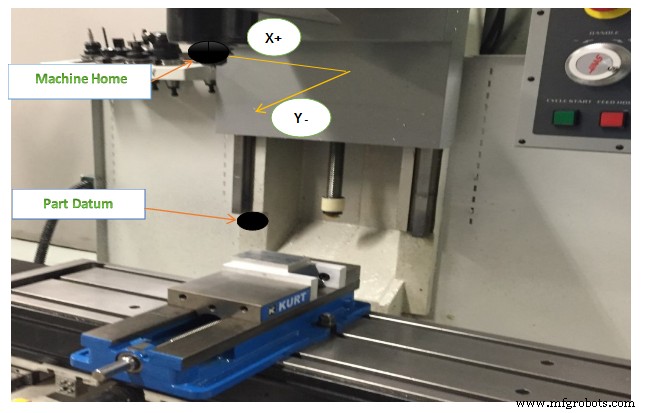
図 4:パーツ オフセットがマシンを WCS にシフト
パート オフセット Z
パーツ オフセット Z 値は、ツールの長さオフセットと組み合わされて、ツールの長さを考慮して、Z データムをパーツ ホームからパーツ Z ゼロにシフトする方法をマシンに示します。フィクスチャ オフセット Z は、マシンのセットアップ方法と操作方法に応じて、使用される場合と使用されない場合があります。
工具長オフセット (TLO)
マシンにロードされたすべてのツールは、異なる長さです。実際、摩耗や破損によりツールを交換した場合、古いツールとまったく同じ場所に新しいツールをホルダーにセットすることはほとんど不可能であるため、交換の長さが変わる可能性があります。 CNC マシンには、各ツールがスピンドルから先端までどのくらいの距離まで伸びているかを知る何らかの方法が必要です。これは、工具長オフセット (TLO) を使用して達成されます。
最も単純な使用法では、TLO は、下の図 17 の左端に示すように、マシンのホーム Z 位置からパーツの Z ゼロ位置までツールでスピンドルをジョグすることによって検出されます。工具はパーツ データム Z までジョギングされ、移動距離が測定されます。この値は、そのツールの TLO レジスタに入力されます。この方法の問題点には、工具を設定する前にパーツを正しい深さまで正面フライス加工する必要があることが含まれます。また、Z データムが切り取られている場合 (3D サーフェス パーツの典型)、ツールが壊れたり摩耗したりして交換する必要がある場合、データムを設定することは不可能です。新しいジョブが設定されるたびに、すべてのツールをリセットする必要があります。この方法を使用すると、Fixture Offset Z は使用されず、ゼロに設定されます。
中央に示されている方法は、はるかに優れており、この本で使用されています。すべてのツールは、マシン テーブルに置かれた精密な 1-2-3 ブロックの上部など、既知の Z 位置に設定されます。これにより、磨耗したり破損したりした場合にツールを簡単にリセットできます。
ツール プローブは、機械が特別なサイクルを使用して TLO を自動的に検出することを除いて、1-2-3 ブロック法に非常に似ています。これは、先端がプローブに触れるまでツールをゆっくりと下げてから、TLO レジスタを更新します。この方法は高速、安全、正確ですが、機械にツール プローブが装備されている必要があります。また、ツール プローブは高価なため、ツールがプローブに衝突しないように注意する必要があります。
2 番目と 3 番目の方法はどちらも、ツール設定位置 (1-2-3 ブロックまたはツール プローブの上部) からパーツ データムまでの距離を検出し、治具オフセット Z に入力する必要があります。値を合わせて、工具長の合計オフセットを決定します。これを行うためのメソッドが含まれています。
ツールの長さのオフセットを設定する 3 つの方法
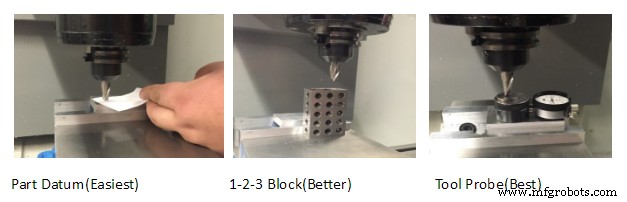
図 5. TLO の設定方法
単体テスト
1.機械のホームポジションについて説明してください。
2. 垂直ミリング センター (VMC) で、X 軸はテーブルをどの方向に移動しますか。
3. 垂直ミリング センター (VMC) では、Y 軸がテーブルをどの方向に移動しますか。
4. 垂直ミリング センター (VMC) では、Z 軸がテーブルをどの方向に移動しますか。
5. Please lists 3-ways to set Tool length offsets.
産業技術