


Tuxedo
背景
タキシードは、セミフォーマルまたはフォーマルな服装に使用される男性用のテーラードスーツです。さまざまな色や生地から縫うことができます。ますます、明るい色と型破りなデザインがタキシードのスタイリングに浸透しています。それにもかかわらず、ほとんどのタキシードは黒で生産されています。タキシードは購入可能ですが、ほとんどの男性は、着用頻度が低く、賢明でない投資と見なされるため、特別な機会にこれらの派手なスーツをレンタルします。
タキシードジャケットには、襟に取り付けられている襟にサテンが含まれていることがよくあります。タキシードパンツは、一般的に脚の外側の縫い目にサテンまたはリボンのストライプが縫い付けられていることを除いて、男性のテーラードパンツに似ています。ほとんどのタキシードは、ボタンではなく昔ながらのシャツのスタッドで閉じる、わずかに固められた、時には派手な白いプリーツシャツを含む特定のアクセサリーと一緒に着用されます。もう1つの重要なアクセサリーは、ズボンのウエストバンドを取り囲み、後ろで固定するカマーバンドまたはファブリックベルトです。
タキシードは、基本的に、特定の標準サイズで作られた既製服です。それらは、すぐにアパレルストアから購入またはレンタルすることができます。カスタムまたはクチュールのタキシードは、個人の仕立て屋から入手でき、着用者の仕様に合うように作られています。タキシードは、生地が少しドレッシーで、襟にサテンが含まれ、装飾的なストライプがズボンに縫い付けられていることを除いて、男性のテーラード、パターングレードの既製服が生産されるのと同じように構築されます。男性用のスーツを作る会社もタキシードの生産に関与している可能性があります。
歴史
興味深いことに、タキシードはフォーマルウェアとして始まったわけではありません。むしろ、それは男性のフォーマルウェアに代わるフォーマルではないものと見なされていました。 20世紀初頭まで、紳士はフロックコートを着ていました。 フォーマルウェアの場合は、日中のフォーマルウェアにテールとグレーのストライプのズボンが付いた黒いフロックコートを選択します。尾のある黒いフロックコート、白いチョッキ(ベストと呼ばれることもあります)、丈夫な胸の白いシャツ、黒いズボンは黒いシルクハットと一緒に着用され、紳士の典型的なフォーマルなイブニングウェアでした。
世紀の変わり目について、伝説によると、裕福な人々の飛び地であるニューヨークのタキシードパークとその周辺のアメリカ人紳士は、フォーマルな服装を簡素化し、イブニングウェアに好まれる派手なテールコートを落とすことを選びました。彼らは代わりに彼らの仕事のスーツコートによく似たスタイルの黒いコートを着ることを選びました。紳士は、セミフォーマルな機会にこれらのシンプルな黒のズボンを着ることができると考えました。タキシードジャケットとして知られるジャケットは、しばしば襟に濃い黒のシルクサテンで装飾されており、そのディテールは今日の多くのタキシードに残っています。従来のタキシードパンツの外縁にあるリボンストライプは、19世紀のデイフォーマルウェアで人気のあったグレーのストライプのパンツを彷彿とさせます。 20世紀の20世紀までに、黒いタキシードは、許容できるフォーマルおよびセミフォーマルな服装として、フォーマルな黒い燕尾服に取って代わりました。
裕福な人々は、20世紀初頭に個人的な仕立て屋によって作られた上質なタキシードジャケットとそれに合ったズボンを持っていました。しかし、アメリカのプレタポルテ産業の発展と洗練により、タキシードは20世紀初頭までに標準サイズで入手可能になりました。今日、そのようなスーツを所有している男性はほとんどいませんが、代わりに彼らは特別なイベントのために頻繁に借りられます。今日、これらの訴訟は非常にフォーマルであると見なされており、セミフォーマルとは見なされていないことは間違いありません。鮮やかな色、柄、ダブルブレストのスタイルなど、色やスタイルは今日さまざまで、ロングコートも人気があります。タキシードのデザインは、想像力が生み出すことができ、市場が耐えることができる範囲でのみ制限されています。
原材料
タキシードは、今日、多種多様な生地から作られている可能性があります。これらには、ウール、ポリエステル、レーヨンが含まれます。ファンシーなディテールは、一般的にポリエステルやレーヨンなどの模造シルクサテンです。裏地は酢酸またはポリエステルであるかもしれません。補強材は、肩、襟、襟が形を保つのに役立つため、タキシードの重要な部分です。これらの補強材は、フェルト(襟の下)と、より構造化された既製服に使用される粗く織られた生地であるバックラムである可能性があります。ファスナーには通常、エンドレスドライクリーニング中に受ける化学衝撃に耐えることができる合成コンポーネントボタンと、ズボンの金属歯ジッパーが含まれています。
デザイン
タキシードのデザインは、製造プロセスを成功させる上で最も重要な部分かもしれません。紳士服の人気トレンドは、タキシードのスタイルを設定するのに役立ちます。デザイナーのグループがメンズファッションを研究し、タキシードのスタイルが幅広い消費者にアピールすることを提案します。このグループはイラストを見つけ、工場内で再現したいスタイリングのイラストを作成する場合があります。生地、新しい色、興味深い襟の形、コートの長さ、またはズボンのフレアは、デザイナーが新製品を生産するために操作する新しいスタイリング機能の1つである可能性があります。
パターンメーカーは、メーカーがこれらの新しいタキシード、つまりパターンを作成できるようにするツールを提供します。このためのプロセスはかなり簡単です。パターンパーツは紙にスケッチされ、これらのパーツがターゲットのデザインを作成するというコンセンサスが得られたら、それらのパーツはコンピューター支援設計(CAD)システムにデジタル化されます。すべてのメンズファッションは、 40レギュラーと呼ばれる1つのサイズのプロトタイプパターン形式でドラフトされています。 これには、胸囲40インチ、袖丈32〜33インチのジャケット、ウエスト33〜34インチのズボンが含まれます。 (一般的に、メンズスーツの標準的なサイズでは、ウエストはジャケットの胸のサイズより6インチ小さくなります。したがって、48の通常のジャケットには、42インチのウエストのズボンが付属します。)後続のすべてのパターンは次のとおりです。次に、この標準の40レギュラーパターンから採点します。
プロトタイプパターンは、サイズ40の通常のタキシードを切り抜くために使用されます。次に、会社はスタイリングを評価し、タキシードが実際に市場に出せるかどうか、および生産に伴う複雑さと費用を決定します。承認されると、パターンは段階的に変化します。サイズ40の通常のサイズに比例して拡大縮小、拡大または縮小され、必要に応じてパターンが延長または拡大されます。多くのタキシードメーカーが36エクストラショートから60XXLまでのサイズで製品を提供しているため、生産されるパターンサイズの多様性は重要です。パターンを切断するための仕様はCADシステムに入力されるため、40の通常のプロトタイプの後続のすべてのサイズを生成するコンピューター生成システムでパターンピースが考案されます。
デザイナーや製造チームの他のメンバーは、タキシードの生産に適した生地を提案します。一部のタキシードは、数十の生地と色で製造されており、さまざまな裏地、ボタン、その他の概念を利用しています。デザイナーとパターンメーカーは、使用する各生地の種類が、生地のカット方法、生地の種類を補強するために使用する必要のある裏地とテープ、最もきれいに刺す針の種類など、生産の他の側面に影響を与えることを痛感しています。生地、生地が引っ張られないようにする糸の種類など。これらの生産仕様が確立されると、生産を進める準備が整います。
製造
プロセス
ほとんどのタキシードは、数日、さらには数週間にわたって作業されます。タキシードが完成する前に完了する必要のある小さな部品やタスクが非常に多いため、生産に多くの時間が費やされます。 1つのタキシードをカット、縫製、仕上げするのにかかる時間を1日にまとめると、1つのユニットを製造するのに8〜12時間かかると推定されます。
- 生地は、メーカーによって3つの方法のいずれかで切り抜くことができます。説明したすべての方法で、一度に複数の生地の層を切り取り、一度に約25層を切り取ることができます(この量は生地の厚さによって異なります)。生地片は、手動の鋏または非常に鋭くて重い仕立てのはさみを使用して手で切ることができます。 2番目の方法は、手に持った丸鋸のような電動丸鋸を使用します。 3番目の方法では、コンピュータープログラムから実行される電動機を使用して布地を切断します。
- すべてのタキシード布は同じボルトと染料のロットからカットする必要があるため(またはパーツの色が正確に一致しない場合があるため)、各ピースには、ピースがカットされた生地の特定のボルトを示す特別な識別情報がタグ付けされています。それが意図されているタキシードの。また、複数のスタイルが同時に制作されている場合、タグはその作品が意図されているタキシードスタイルを示す場合があります。部品は組み立てのためにミシンのオペレーターに運ばれるか、必要になるまで保管されます。
- 個々のステーションに座っているオペレーターは、通常、工業用ミシンを使用してピースを縫い合わせます(これらのミシンは、男性のスーツやタキシードで使用される重い生地や裏地を処理できます)。ある会社では、タキシードの製造が150の異なる縫製作業に分割されています。つまり、多くの異なる作業者が実際に1つの衣服に取り組んでいます。コートは一般的に110の操作で構成され、ズボンは40の異なる操作で構成されます。
コートの組み立て
一連の操作には、次の一般的な手順が含まれ、それぞれに多くのサブコンポーネントがあります。
- 最初に、2つのフロントパネルが縫い合わされます。これには、通常、胸の一部にある程度の補強が含まれます。補強布は各パネルに縫い付けられているため、1つのユニットになります。裏返しの際にステッチを隠すために、生地は裏返しに縫い付けられています。
- 次にオペレーターがポケットを縫い付けます。胸ポケットのようにパッチポケットの場合は、パネルの外側に縫い付けられています。縫い目のポケットには、縫い目の開口部に沿ってパネルの内側に縫い付けられた裏地があります。ポケットの端は、余分な生地を押し込み、縫い目の端を縫い合わせて、開口部の縫い目を滑らかにして固定することで仕上げられています。
- コートの裏側は、2枚の裏側パネルを中央で縫い合わせて作られています。フロントパネルは肩の縫い目で後ろに接続されていますが、サイドの縫い目では接続されていません。必要に応じて、この時点で補強またはパディングを縫い付けることができます。
- 袖の裏地を付ける場合は、薄い裏地を並べて、ミシンで内腕を縫います。この場合も、縫い目を隠し、より洗練された外観の衣服を作るために、生地は内部から縫い付けられています。
- この時点で、残りの裏地がコート本体に追加されます。裏地には通常サテンのような生地の薄層が使用され、フロントパネルとバックパネルの寸法に合わせてカットされます。裏地は、仕上げた両面を向かい合わせて縫い、右側を裏返します。袖はすでに縫い合わされており、アームホールのコートに取り付けられています。
- 最後に、襟を含む襟を組み立てます。これは、サテンの襟(タキシードの特徴)のシェルまたはトップと、それに強度を与えるために組み込まれたキャンバスの一部とバックラムを備えたフェルトで構成されるインターフェースを備えています。芯地は襟の形にカットされ、外側の生地の「袖」に縫い付けられます。襟の縁に沿ったサテンの縞模様などの対照的な生地は、ジャケットを取り付ける前に外側の生地にも縫い付けられます。襟は襟と同じプロセスを使用して構築されていますが、形状とスタイルが異なります。襟はフロントパネルのフロント開口部に沿って縫い付けられています。襟と襟の両方を組み立てて取り付けた後、コートは完成です。
ズボンの組み立て
ズボンは一般的に特定の長さに縫い付けられていません。代わりに、店が必要に応じて各脚を上下に裾上げできるように、端にはピンク色の縁が残されていることがよくあります。
- ズボンの脚を裏打ちする場合は、ズボンのサイズと形状に合わせてライナー生地をカットします。薄い裏地、通常は
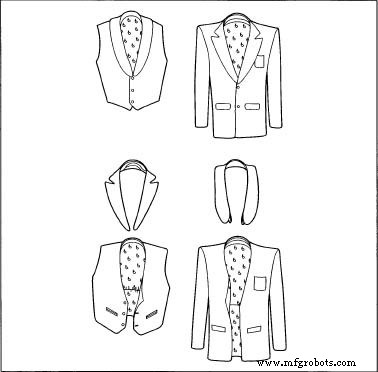 タキシードの製作。サテンのような生地は、脚を組み立てる前に脚の内側に並置されます。裏地が縫い付けられると、ズボンは股下の後ろと各脚の外側に沿って縫い合わされます。
タキシードの製作。サテンのような生地は、脚を組み立てる前に脚の内側に並置されます。裏地が縫い付けられると、ズボンは股下の後ろと各脚の外側に沿って縫い合わされます。 - 特徴的なサテンのストライプは、トップステッチで各ズボンの脚の外側に沿って適用されます。次に、内側の湾曲したシートシームと内側のレッグシームでも脚が縫い合わされます。
- ウエストバンドは、通常、上部が折りたたまれ、バックラムまたはその他のインターフェースで補強されており、ズボンの生のエッジの上端の周りに縫い付けられています。ベルトループは、機械で縫い付けられた小さな共布のストリップで構成されており、ウエストバンドに一定の間隔で取り付けられています。
- ズボンの内側にジッパーが縫い付けられており、重なり合うフライ生地がファスナーの金属の歯を覆っています。
- コートとズボンが完全に組み立てられたら、パーツを完成させる必要があります。仕上げとは、ボタンホールの周りに見られるような、密接に縫い合わされた糸で生のエッジを閉じることを指します。また、コートにボタンを縫い付け、ズボンとコートの両方を押すことも含まれます。ズボンの裾は生のエッジのままかもしれません。これでタキシードが完成しました。
品質管理
すべての生地は到着時に注意深く検査され、欠陥のある劣ったスーツを生み出す可能性のある欠陥や不規則性がないか確認されます。業界は、100ヤードのピースの材料の長さを調べ、ヤードの商品の許容可能なボルトは、ピースごとに指定された数の欠陥しか持てないと判断しました。ヤードグッズが同じ染料バットで同時に着色されている染料ロットは、異なる時期に着色されたボルトからタキシードが縫われないように注意深くマークされています。これらの染料は、同じレシピを配合に使用した場合でも大きく異なります。針子と仕立て屋は、同じ染料ロットの生地を使用することに注意を払っています。タキシードで行われる縫製作業ごとに要件が決定されます。したがって、各ジョブはその特定の基準に対して評価されます。また、タキシードの製作の多くはミシンの人間が行う作業であるため、製造の各段階で簡単かつ迅速に目視チェックを行うことができます。衣服は仕上げ後も完全に検査され、特に縫い目に沿って耐久性と閉鎖性が確認されます。
品質管理の重要な部分は、新しい設計のプロトタイプを作成し、生産を開始する前にすべての設計上の欠陥を注意深く解決することです。小さすぎるアームホール、ボディのないラペル、不適切なフレアのズボン、すべては、プロトタイプのタキシードに関する思慮深いフィードバックで回避できます。
副産物/廃棄物
タキシードの部分を切り取った結果、かなりの量の無駄な生地があります。ある製造業者は、パターン片がカットされた後、おそらく生地の12%が使用できなくなると推定しました。ほとんどの衣料品メーカーは、このスクラップを再構成された繊維を製造する会社に販売することにより、この使用できない生地に関連する損失を取り戻そうとします。これらの繊維は、他の衣服から床の敷物まで、あらゆるものに使用されています。
未来
タキシードのメーカーは、男性のファッションの変化に対応する必要があります。男性のスタイルは女性のファッションとほぼ同じくらい頻繁に変わります。優れたキャッシュを備えたクーチュリエは、よりハイスタイルなタキシードのデザインに大きな影響を与えます。アカデミー賞のプレゼンテーションなど、非常に公開されたイベントで見られる有名なデザイナーによる新しいスタイルは、タキシードの製造に確かに共鳴しています。新しい色、そして時には新しい生地がタキシードの使用に忍び寄りますが、とんでもないタキシードの時代はおおむね終わりました。実際、中産階級の結婚式に使用される白いシャツを着た保守的な黒のタキシードは、年ごとに変わることはめったにありません。タキシードメーカーが直面する課題は、主にタキシードを競争力のある方法で構築する能力を中心に展開しています。
詳細情報
本
コンスタンティーノ、マリア。 20世紀のメンズファッション。 ニューヨーク:Fashion Press、1997年。
ホランダー、アン。 セックスとスーツ。 ニューヨーク:アルフレッドA.クノフ、1994年。
その他
Hartz andCompanyの製造担当副社長であるBarryCohenへの口頭インタビュー。メリーランド州フレデリック。 2001年9月。
ナンシー E.V. ブリック
製造プロセス