


タイプライター
背景
タイプライターは5つの分類に分類されます。標準タイプライターは最初に製造されたものでした。重すぎて(15〜25ポンドまたは5.6〜9.3 kg)頻繁に移動できないため、机またはタイピングテーブルに保管しました。標準のタイプライターは、キャリッジ(紙を所定の位置に移動する部分)に、特大のフォームを保持できる幅の広いプラテン(タイピングの衝撃を吸収するためのゴムで覆われたスチールシリンダー)を備えていました。ポータブル手動タイプライターは、サイズが小さく、軽量で、移動や保管が簡単なキャリングケースが装備されています。ポータブルタイプライターは、家庭や学校での使用に人気がありました。
電気タイプライターは、モーターと電気部品のために、標準的な機械よりも重かった。電気機械は、キーを押すのに必要な労力が少ないため、タイピングが容易になりました。電気ポータブルはデスクトップマシンよりも小型で軽量であり、電源コード用のストレージを備えたキャリングケースがありました。
製造される最新のタイプライターである電子タイプライターは、標準的な機械と電気機械の両方の欠点の多くを取り除きました。回路基板により、電子タイプライターは他のモデルよりもはるかに軽量(約10ポンドまたは3.7 kg)になりました。パーソナルワードプロセッサ(PWP)は、コンピュータと密接に関連していました。
歴史
筆記機は早くも14世紀に建てられました。最初の特許取得済みの筆記機は1714年にイギリスで製造されましたが、製造されたことはありません。最初に製造されたタイプライターは1870年に登場し、マリングハンセンの発明でした。それはハンセン・ライティング・ボールと呼ばれ、機械の本体の紙の上に取り付けられた鍵がちりばめられた球の一部を使用していました。
Christopher L.SholesとCarlosGliddenは、キーボード、加硫ゴム製のプラテン、および木製のスペースバーを備えたマシンを開発しました。 E. Remington&Sonsが権利を購入し、製造は1874年に始まりました。隣接する一般的に使用される文字のペアでタイプバーが詰まるのを防ぐために、SholesとGliddenは、これらの最初の6文字を一番上の行の左側に配置し、他の文字をベースに配布しました。使用頻度について。彼らの「QWERTY」システムは今でも文字を配置するための標準です。
最初のレミントンタイプライターは大文字のみを印刷しましたが、1878年に製造されたモデルは、シフトキーを使用してタイプバーを上下させました。 Shiftキーと2文字の書体は、タイプバーの数を変更せずに2倍の文字を生成しました。 1901年までに、John Underwoodは、リボンを上下させるためのバックスペース、タブ、およびリボンセレクターを備えたマシンを製造していました。
George Blickensderferは1902年に最初の電動タイプライターを製造しましたが、実用的な電動タイプライターは1925年頃まで製造されませんでした。1961年、International Business Machines(IBM)はSelectric電動タイプライターを発表しました。 1960年頃から1980年にかけて、米国の標準的なタイプライター業界は衰退しました。 IBM Selectric IIは1984年にデビューしましたが、IBMは1990年代初頭に、電子ホイールライターを支持して電気モデルの製造を中止しました。この頃には、パソコンの人気が高まっていました。
1990年代後半までに、米国に供給された手動タイプライターのほとんどは3社から来ていました。ドイツのオリンピアは標準的なポータブルを製造し、イタリアのオリベッティは標準的なオフィスタイプライターと2つのポータブルモデルを製造し、インドの会社であるゴドレジ&ボイスマニュファクチャリングカンパニーは手動タイプライターの最大の生産者です。
原材料
キャリングケースは、木、鋼、またはプラスチックで作ることができます。スチールは、標準モデルのほとんどの部品に使用されている材料です。タイプライターは数百から数千の可動部品を使用し、冷間圧延鋼は最も信頼できる材料の1つです。
プラテンはゴムスリーブで覆われた鋼管です。ゴムスリーブは、「buna-N」ファミリーの特殊な形のゴムでできています。接着剤は、ゴムスリーブをプラテンチューブに接着するために使用されます。
キーは、2ショットの射出成形プロセスでプラスチックで成形され、白い文字と周囲のキートップを他の色で作成しました。 1970年代以降、パッド印刷プロセスを使用して文字をインクで塗布し、耐久性のある「クリアコート」仕上げでキーをコーティングしてきました。
片面にインクが付いたマイラー(プラスチック)リボンを使用して、書体を転写します。これらのリボンは、捨てられる可能性のあるプラスチックカートリッジに含まれています。
その他の素材も使用されています。これらには、接着剤、塗料、化学溶剤およびその他の液体、一部のコンポーネントをメッキするための亜鉛とクロム、および一部のパーツに保護コーティングを構築するための酢酸が含まれます。
デザイン
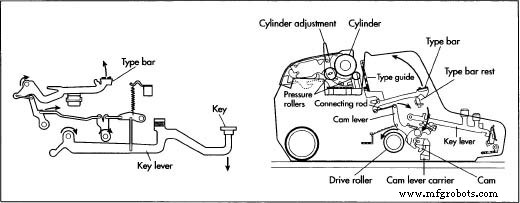
タイプライターには、タイプされた紙を作成できるようにするいくつかの部分があります。キーボードが最も明白です。各キーは、書体を持ち上げて紙を叩くタイプバーに接続されています。各書体には、大文字と小文字、または数字と記号の形式があります。タイプバーと書体の集合体は、タイプバスケットと呼ばれます。
マイラー(非常に薄いリボンで製造され、プラテン側がインクでコーティングされたプラスチック)タイプライターリボンは、インクを使用して書体の画像を紙に転写します。その配置はプラテンと紙に平行であり、リボンガイドはリボンを持ち上げて印刷してから下げます。
プラテンは書体を停止しますが、画像を印刷するのに十分な力を紙に与えます。キャリッジは、タイプライターの上部後部にある箱のような容器で、プラテン、キャリッジリターンと行間隔のレバー、用紙を方向付けてつかむのに役立つガイド、および用紙自体を運びます。用紙は、キャリッジ後部のフィードラック(ペーパーサポート)に挿入され、ペーパーテーブルまたはペーパートラフのタイピング面に向かって上向きに支えられて湾曲し、2つのフィードローラーによってプラテンの下側に保持されます。
エスケープメント(一方向にのみ正確なステップでの動きを可能にするデバイス)は、各文字が入力された後の左へのキャリッジの動きを制御します。脱進機のぜんまいはエネルギーを伝達して、ボールベアリングのキャリッジを動かします。
タイピングの行が完了した後に用紙を上に移動するには、行間隔レバーがプラテンをタイプライターの後方に回転させます。レバーはキャリッジリターンでもあり、エスケープメントを外して、新しいラインのためにキャリッジを右に押し戻します。プラテンの端のノブが回転しているので、紙を取り除くことができます。
製造
プロセス
- 1タイプライター部品用の金属(主に強化鋼)が丸型在庫として届きます。丸型ストックは、鋼、真ちゅう、またはその他の金属の長さ10〜12フィート(長さ3〜3.75 m)のロッドで、ネジ、ボルト、およびリベットを作成するためのさまざまな直径で提供されます。
- 2ロッドの丸型ストックは、製造業者がリベット、ボルト、またはネジ用にマークを付けて長さに切断する機械に配布されます。ねじ山(旋盤のような装置)は、ねじ山、ポイント、およびヘッドを切断することにより、丸型ストックをねじに変えます。ホブ(別の種類の切削工具)は、他のファスナーを長さや形状に切断するためによく使用されます。
- 3部品はメッキまたは仕上げステーションに運ばれ、摩耗や錆から保護するために処理されます。亜鉛またはクロムメッキは、電気を通す非金属溶液の浴で金属部品を処理することによって適用されます。部品はわずかな電荷にさらされ、浴に反対の電荷が与えられると、亜鉛またはクロムの小片からの原子が部品に引き付けられます。亜鉛またはクロムの原子の薄層で構成された電気的に結合されたコーティングは、金属部品のすべての表面を保護します。
- 4各マシンの内側にあるタイプライターの部品は、一連の酢酸浴で処理され、金属を黒く着色します。黒い層(黒い酸化物と呼ばれる)を作成するこのプロセスは、衣類を染色するようなものです。プロセスの一般的な用語はブルーイングです。酢酸浴の後、金属部品はある種の軽油が入っている浸漬タンクに再び浸されます。高温の油が乾き、黒色酸化物の上に保護コーティングが残ります。これらの処理により、部品が錆から保護されます。
- 5仕上げステーションでは、外装部品が研磨されています。オペレーターは、バフ研磨剤を機械のバフ研磨ホイールに塗布し、タイプライター部品をそれらに押し付けます。回転するホイールが部品をコンパウンドでコーティングし、タイプライターのコンポーネントを照らします。作業員は、研磨剤と手持ち式バッファーを使用して、非常に小さな部品を手作業で研磨します。
- 次に、6個の部品をリベット留めまたはろう付けして、組み立て用の完全な部品を形成します。ろう付けは、接合される金属片よりも溶融温度が低い合金を使用して、それらの片が溶けたり歪んだりしないようにするはんだ付けプロセスに似ています。ろう付けとリベット留めの両方で剛性のある接合が作成されますが、部品を自由に動かさなければならない場合にもリベットが使用されます。ネジ、ボルト、その他の留め具も可動接続になります。
- 7プラテンは、重機による精密な研磨が必要であり、そのプロセスでゴム粉が発生するため、特殊なサブアセンブリです。内部の鋼管(車軸またはシャフトと呼ばれることもあります)は、中空の丸いストックから切り取られています。外側はゴムを簡単に追加できるように仕上げられており、端は滑らかにするために仕上げられています。同様に、内部の金属棒も丸鋼ストックから切り取られます。センターはシート状の鋼から打ち抜かれています。
- 8次に、ゴム製スリーブをわずかに加熱してプラテンに合わせ、エアプレスでスリーブを接着剤でコーティングされたチューブに押し付けます。鋼管にロッドと2つのプラテンセンターを追加し、ロッドとセンターをしっかりと保持するためのフィッティングを追加します。
- 9書体を作成するために、「タイプスラッグ」と呼ばれる空白の金属片が、スラッグを振動させて文字やその他の文字を含むダイセットにすることによって機械に形成されます。スラッグがダイに加工されて硬化すると、書体が機械から吐き出されます。次に、サブアセンブリセクションに転送され、タイプバーにはんだ付けされます。
- 10レールシステムは、ボールベアリングを使用してキャリッジを左から右に滑らせます。キャリッジのサブアセンブリは、レールをキャリッジのベースに取り付け、ボールベアリングを取り付け、スプリングとリンケージを取り付けることで構成されます。
- 11キャリッジリターンレバーは、タイプライターの上部にあります。それはそれを動かすためにキャリッジに取り付けられていますが、プラテン、紙処理システム、および脱進機へのいくつかのリンクもあります。レバーとそのリンケージの端の1セットはキャリッジに接続されています。タイプライターに入れるときに紙を保持する金属フィードラック(ペーパーサポートとも呼ばれる)の部品を組み立て、ラックをキャリッジの背面に取り付けます。
- 12紙処理システムは別のサブアセンブリです。これには、ペーパートラフ(ペーパーテーブルとも呼ばれます)、プラテンの下側に用紙を保持する2つのフィードローラー(ミニチュアプラテンなど)、ペーパーリリースレバー、およびペーパーアライメントスケール(ペーパーベイル)が含まれます。紙処理システムにより、紙をタイプライターに挿入し、タイピング中にしっかりと保持し、ページが完成したときにロールアウトすることができます。ペーパートラフは、シートストックから打ち抜かれ、湾曲し、メッキされたU字型の鋼片です。
- 13脱進機のサブアセンブリは、歯車、ピニオンと呼ばれる小さな歯車、ばね、チェーン、爪、および留め具のシステムです。つめは、歯車、ラチェット、またはピニオンの歯に落ちる両端に歯がある小さなバーです。つめはギアシステムを前方に動かし、ギアはタイプライターのキャリッジを新しいタイプの画像に必要な各スペースに引っ張る脱進機ラックを前進させます。脱進機が組み立てられます
 タイプライターの内部メカニズム。タイプライタージャケットの強力な下面の内面にセットされる、取り付けられたトレイのようなフレームに収められています。この重い下面と、脱進機の上に取り付けられる他のサブアセンブリの部分の配置は、敏感な作業を保護します。
タイプライターの内部メカニズム。タイプライタージャケットの強力な下面の内面にセットされる、取り付けられたトレイのようなフレームに収められています。この重い下面と、脱進機の上に取り付けられる他のサブアセンブリの部分の配置は、敏感な作業を保護します。 - 14タイプバスケットのサブアセンブリには、タイプライターの3,200〜3,500個の部品の多くが含まれています。タイプバスケットサブアセンブリは、両端に書体が付いたタイプバーと、タイプバーをキーに接続するスプリングシステムを保持します。各書体は、タイプバーの端にはんだ付けされています。各タイプバーには独自の角度のある曲がりがあるため、その書体はプラテンに対して平らにぶつかります。キャリッジにあるものと同様に、ボールベアリングのセットが追加され、タイプバーを大文字から小文字に、そして後ろに移動できるようになっています。アセンブラは、タイプバーをタイプバスケット内の所定の位置に挿入し、バスケットの下部の端を適切なスプリングに取り付けます。メインアセンブリ中にキーボードとタイプバスケットのサブアセンブリが相互にリンクされると、スプリングがキーに接続されます。
- 15キーボードのサブアセンブリを開始するには、各キーのキャップを正しいキーレバーにはんだ付けします。キーレバーは、キーを押すことができるスプリングに接続されています。レバーは、内部キーボードフレームの適切なスロットに配置されます。スプリングシステムはキーボードフレームにも取り付けられており、メインアセンブリ時にタイプバスケットサブアセンブリのスプリングに接続されます。
メインアセンブリ
- 16標準タイプライターの5つの主要なサブアセンブリ(キャリッジ、ペーパーハンドリングシステム、エスケープメント、タイプバスケット、キーボード)はトラックに載せられ、メインアセンブリラインに移動されてタイプライターフレームに追加されます。
- 17本体の内側で、脱進機のトレイのようなフレームがタイプライターの下側のジャケットの内面にボルトで固定されています。
- 18キャリッジの下側のレールは、ボディフレームの上部にある対応する半分に固定されています。プラテンは、キャリッジフレームの開口部にセットされます。プラテンの右側にあるセンターロッドの押し出し端にノブが追加されています。左端には、キャリッジリターンレバーとラインスペースレバーを保持するフィッティングがロッドに取り付けられており、別のノブで仕上げられています。
- 19キーボードとタイプバスケットが挿入され、それらのフレームがボディフレームにボルトで固定されています。プラテンに面したタイプバスケットの半月を横切って、スチール製のVノッチタイプガイドが取り付けられています。 Vノッチは、書体がプラテンに当たる開口部を提供します。各キーのスプリングとそのタイプバーは相互にリンクされています。
- 20タイプバーは、脱進機とキャリッジのリンケージにも接続されています。タイプバーをタイプガイドの開口部に合わせ、プラテンを正しい角度で叩くために、作業者は3本のペンチを使用して各タイプバーを静かに曲げます。
- 21タイプライターのジャケットがスチール製の場合、メインフレームに取り付けられます。ジャケットの強力な下面は、エスケープメントサブアセンブリのサポートとしても機能するため、以前はメインフレームに取り付けられていました。キャリッジの周りのジャケットの下側を形成する2つの鋼片がキャリッジフレームに取り付けられています。 2つの上面もキャリッジフレームに取り付けられています。これらは下側と一致し、プラテンノブの内側の端に丸い開口部を提供するため、プラテンを回転させるために使用できます。キャリッジジャケットの背面と上部のL字型セクションは、ボディフレームに取り付けられています。キーボードの側面と上部のジャケットは、キーボードの所定の位置に固定されています。ジャケットのすべてのサイドピースは、フレームとジャケットを強化するために下側に取り付けられています。しっかりとフィットすることで、タイプライターの内部に入る可能性のあるほこりの量を制限するために、下側も密閉されます。
品質管理
タイプライター製造工場に原材料が届けられると、受信者は材料にログインし、設計および製造エンジニアによって提供された青写真および仕様と比較します。品質管理エンジニアは、バーニア(短いスライディング定規)、厚さを正確に測定するためのバイスのようなゲージであるマイクロメータ(マイクロメータキャリパーとも呼ばれる)、確認するためのハイトゲージなど、部品や材料が許容できるかどうかを判断するための多くの機器も使用します寸法。
タイプライターが完成すると、実際に各マシンを使用してパフォーマンスをテストすることにより、最終的な品質管理チェックが行われます。各タイプライターは、他の多くのパフォーマンス特性の中でも、バインディングキー、印刷品質、リボンの前進、およびキャリッジの動きについてチェックされます。錆びの原因となる可能性のある欠陥がないか、外観を注意深く調べます。
副産物/廃棄物
廃棄物のほとんどは製造中に発生します。プレス加工やパンチプレス加工で残った「スケルトン」などの鉄鋼廃棄物や、リベットなどのねじ機製造による削りくずやブッシング(破片)は、サルベージ販売店に販売したり、溶かして再利用したりします。
プラスチック部品の使用が増えており、プラスチックランナーや不良部品もリサイクルされています。製造工場では、それらは再粉砕され、これらのプラスチックはプラスチックの新しいバッチに追加されました。バッチで再粉砕されたプラスチックの割合は、部品の重要度と製造エンジニアの決定によって異なります。
プラテンを丸く粉砕すると、大量のゴム粉が発生しました。ほこりは注意深く管理され、収集ボックスに入れられました。冷却されたほこりは、収集ボックスに入れられて埋め立てられました。機械の排気口は外側にフード付きでした。少量の他の材料は処分またはリサイクルされました。インクリボンとマイラーリボンを含むカセットは、拒否されることがあり、埋め立て地に廃棄されました。
未来
タイプライターは、コンピューターがほぼ完全に取って代わったため、西側世界ではマイナーな未来があります。一部の企業はまだ限られた用途にタイプライターを必要としており、多くの人々はタイプライターが単一または小さなタスクに便利であると感じています。
標準、電気、および電子タイプライターは発展途上国にいくらか残っており、アジアとヨーロッパのメーカーがこの市場に供給しています。ブラザーは日本でタイプライターを製造しており、中国には2つまたは3つの工場があり、インドのゴドレジ&ボイスマニュファクチャリングカンパニーは世界最大のタイプライターメーカーです。エルメス、オリベッティ、オリンピア、ロイヤルのブランドは、ヨーロッパの1つまたは2つの工場で製造されています。標準的なタイプライター製造のピーク時には、Smith Coronaが54%の市場シェアで生産を支配しました。同社はもはや独自のタイプライターを製造していませんが、小さなサプライヤーとして韓国の工場からタイプライターを購入しています。
今日のタイプライターのまれな使用と、真に素晴らしい機械としてのそれらの区別は、それらを人気のあるものにし、収集品として尊敬される未来を与えました。骨董品のディーラーやその他の専門家はインターネットで珍しいモデルを売買し、コレクターはニュースレターやウェブサイトを使用して情報を交換します。
詳細情報
本
ブライアント、カール。 タイプライターと加算機のすべて。 ニューヨーク:Hawthorn Books、Inc.、1973年。
デイビス、マーガリー。 女性の場所はタイプライターにあります:事務作業と事務員1870-1930。 フィラデルフィア:テンプルユニバーシティプレス、1982年。
リノフ、ビクターM.、編タイプライター:図解された歴史。 ドーバー出版、2000年。
定期刊行物
フレイザー、イアン。 「タイプライターの男。」 アトランティックマンスリー 巻280、いいえ。 5(1997年11月):81-92。
グローアー、アニー。 「タイプするのは本当です。」 ワシントンポスト (2001年5月3日):HOI。
その他
「タイプライターの歴史の概要」 MyTypewritter.comWebページ。 2001年12月。
ジリアン S. ホームズ
製造プロセス