


ヨット
背景
水の近くにいるのが好きな人のために、ヨットはその水面をすくい取る手段を提供します。水が凍っているときでも、アイスボート(船体にランナーまたはブレードが付いているヨット)は氷の上を滑ることができます。ヨットは輸送手段の一種であり、単純な工芸品から最も精巧なレーシングヨット、さらには住宅の形態に至るまでのレクリエーションの一種です。カスタムフィッティングと乗組員を備えた巨大なヨットは、富の象徴です。小さな帆を持った一人のボートは自由を表しています。壮大な古いクリッパー船は、歴史的な戦い、スパイスとお茶の取引、そして「フライングダッチマン」のような海の伝説に耳を傾けます。そして、上に波打つ雲のある帆船と白い帽子で満たされた湾または湖は、絵と永続的な記憶に最適な絵を作ります。
セーリングはかつては金持ちの趣味でしたが、「平均的な」人が自由な時間とより多くの現金を利用できるようになったため、セーリングは最も人気のあるレクリエーションの1つになりました。ヨットは、デイセーラーや長さ11フィート(3.4 m)未満の他のボートから、ディンギー、大型のシングルマストのヨット、ヨールと呼ばれる2マストのボート、大型ヨットまで、あらゆるサイズで手作りまたは工場で製造できます。ヨットは、ブリガンティン、カッター、クリッパー船、スクーナーと呼ばれる歴史的な帆船を模して作られています。レースに使用されるボートは、スピードと機動性のために特別に設計されていますが、乗客と乗組員のための船内クォーターを備えたすべてのサイズのヨットは、快適さのためのより詳細な設計でより頑丈です。多くの帆船は、沈静化した場合(風がないため動かない場合)や、船員がより迅速に港に戻ることを望んでいる場合に備えて、船内または船外のディーゼル動力モーターも搭載しています。
もちろん、帆船はその帆によって他の船と区別されます。帆は、風を受けてボートを水上で動かすために使用される単なる布です。最新の帆のほとんどは、ポリエステル繊維のダクロンでできています。生地を加熱して繊維を溶かしているため、織布のように毛穴から風が逃げることができず、表面の摩擦係数が非常に低くなっています。ポリエステルセイルも軽量で伸縮性がありません。
帆は2つの主要なカテゴリに分類され、次に多くのサブクラスに分類されます。 2つの主要なカテゴリは、正方形と三角形の帆です。四角い帆がボートの主軸を横切って取り付けられ、風圧を使ってボートに動力を供給します。風は、スクエアセイルの後ろまたは後ろにのみ当たる。三角形の帆はボートと同じ軸をたどり、前部の帆は船の前部または船首にあり、後部の帆は後部または船首にあります。三角帆の両側は前進運動に使用され、風の力を最大限に活用するように調整することができます。
帆のサブクラスは、帆を支える索具または隣接するギアにちなんで名付けられています。マストは重要な識別子です。 3本マストの帆船には、フォアマスト、メインマスト、ミズンマスト(幹に向かって)があります。シングルマストボートにはメインマストのみがあります。 2本マストの船舶は、フォアマストとメインマスト、またはメインマストとミズンマストのいずれかを備えている場合があり、ミズンマストは2つのうち短い方です。船の一部にちなんで名付けられた帆には、ガフ帆、ジブヘッド帆、スピリットセール、レイテンセール、ラグセールなどがあります。帆は特殊な用途にもちなんで名付けられています。夏の帆は熱帯の条件で使用され、嵐の帆は悪天候で使用され、レーシングの帆はレーサーだけが必要とし、クルージングの帆は日常の条件の標準セットです。 3本マストのスクエアリグには、固有の名前と目的を持つ最大20のセールを装備できます。
歴史
動物の皮は、初期のボートやいかだの帆として使用されていました。エジプト人と他の古代の人々は、帆を作るためにマットで葦を一緒に織りましたが、エジプト人はまた、紀元前3300年に布製の帆を作った最初の人でもありました。 フェニキア人のような地中海地域の偉大な船乗りは、布の帆の下で航海しました。何世紀にもわたって、麻、亜麻、ラミー、ジュートなどのさまざまな繊維で織られた帆は、製帆職人のお気に入りでした。しかし、亜麻繊維は大航海時代(約1450年から1650年)を通して帆の主要な材料でした。 綿 綿の栽培と加工が増えるにつれて、徐々に亜麻に取って代わった。レーシングヨットアメリカの勝利でした 1851年に綿の帆を最高のものとして戴冠させました。この米国のヨットは、イングランドの南海岸沖のワイト島周辺のセーリングレースで14隻の英国船を打ち負かし、世界最大のヨットレースであるアメリカズカップレースの名前の由来となりました。
ヨット自体は、単一の丸太と単純ないかだとして始まりました。水を切り裂く船体のより洗練された形状は、軍事用途から生まれただけでなく、地中海を横断する広範な貿易ネットワークを構築した商人の船員からも生まれました。デイセーラーが釣りやレクリエーションのために建てられたとき、それらは本質的にスクーナーやカッターのような海軍艦艇のミニチュアコピーでした。王室や裕福な人々の遊び道具である精巧なヨットも、海軍の帆船を模倣していました。 1850年頃までに、海軍建築と呼ばれる新しい工学分野が、物理学の法則と工学および建築の原則に従って、効率的な船体やヨットの他の部分の設計を開始しました。帆と索具、および帆船の速度に対するそれらの影響は、1920年まで本質的に無視されていました。それ以来、空気力学が設計に使用されてきました。今日、アメリカズカップレースに参加するボートのような複雑な工芸品への変更は、風洞試験や、ボート、水、風、帆に適用される他の多くの高度な分析に基づいています。
年間を通して水が凍っている世界の一部では、ヨットをランナーやブレードに取り付けて氷の上をすくい取るアイスボートが開発されました。考古学者は、スカンジナビアで紀元前2000年<小>にさかのぼるアイスボートの証拠を発見しました。 スカンジナビア、オランダ、およびラトビアやロシアなどのバルト海沿岸の国々からの目撃証言ははるかに最近のものであり、17世紀から最も早いものです。米国では、新世界で最初に知られているアイスボートが1790年にニューヨークのハドソン川を上下に移動しました。温水のアイスボートと同様に、レースをするアイスボートはアイスヨットと呼ばれ、認められたスポーツとしてのアイスヨットは19世紀。
原材料
ヨットメーカーは、意図する生産量に応じて、独自の部品を製造するか注文します。通常、専門業者から提供されるアイテムには、マスト、帆、エンジン、および金具が含まれます。ボートビルダーは独自のグラスファイバーの船体を作りますが、強化グラスファイバーの鋳造に使用される材料には、樹脂の触媒であるゲルコートポリエステル樹脂、グラスファイバーロービング、グラスファイバーが含まれます。木材から船体を製造するメーカーは、同様に独自の木材を注文、経年、成形します。
ロービングは黄麻布に似たストランド状の素材です。二軸、三軸、またはニットのストランドで織ることができ、設計者は、計画された設計と完成した帆船の重量に応じて、ロービングのタイプを指定します。ヨットは、軽量で非常に高速なものから、強力で耐航性の高いものまでさまざまです。
デザイン
メーカーは通常、ヨットのいくつかの特定のラインを作ります。彼らのデザインは、青写真に描かれて印刷されるか、コンピューターのデザイン手法によってドラフトされます。デザインが新しい場合は、青写真から木製のプラグを作成して、空の船体の外側の構成に正確に一致させます。木製のプラグは、砂で磨かれ、磨かれ、滑らかなコーティングで覆われています。これは、船大工のテフロンのようなもので、他の材料を取り除くことができます。
プラグの外側に型が作られています。型の内側は、ヨットの外側のモデルになります。この型はグラスファイバーの鋳造物であり、 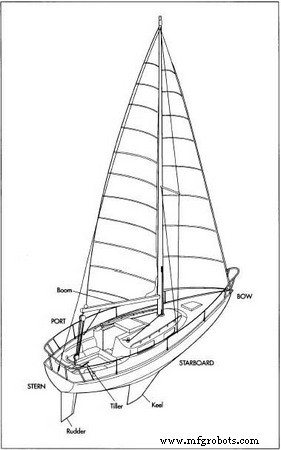 ヨット。完璧になりなさい。プラグと金型を作るプロセスは非常に高価であるため、設計者はプラグの建設に進む前に紙の計画を確認する必要があります。
ヨット。完璧になりなさい。プラグと金型を作るプロセスは非常に高価であるため、設計者はプラグの建設に進む前に紙の計画を確認する必要があります。
型が完成して承認されると、このデザインのヨットの複製に使用できるようになります。設計図、プラグ、および金型は、数と 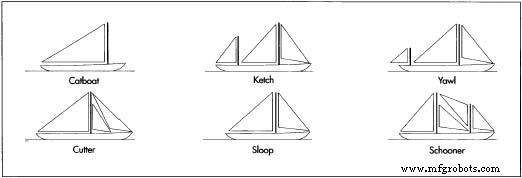 さまざまなタイプのリグの例。帆船と甲板の付属品の種類、エンジン、帆、およびあらゆる内装の艤装。これらのアイテムは、製造前に専門業者に注文されます。
さまざまなタイプのリグの例。帆船と甲板の付属品の種類、エンジン、帆、およびあらゆる内装の艤装。これらのアイテムは、製造前に専門業者に注文されます。
製造プロセス
製造された帆船は、通常、長さ11フィート(長さ3.4 m)のデイセーラーから長さ28フィート(長さ8.5 m)までの範囲であり、ディーゼルモーターと居住区を備えたより長い豪華な船である場合もあります。以下に説明するプロセスは、小型のグラスファイバークラフトを構築するためのものですが、いくつかの意見は、より大きな品種に対応しています。
船体
-
帆船の船体の構築は、外側から内側に向かって始まります。型の内側に沿った接触面は、船体の外側です。型は離型剤で裏打ちされています。これは、船体が完成したときに帆船の船体を型から解放するのに役立つ非粘着性のコーティングです。型の内側にカラー顔料を塗ります。事実上、「塗装作業」は帆船の最初の部分ですが、顔料は最も外側のグラスファイバーと樹脂に組み込まれています。ヨットは、さまざまな顔料を使用できるため、虹色に着色することができます。
ボートのスキンコートは、綿菓子に似た4〜5オンス(124〜156 g)の吹きガラス繊維で作られています。続くロービングとは異なり、スキンコートグラスファイバーはランダムストランドグラスファイバーであり、手で吹き込まれてから広げられます。スキンコートの厚さは約5ミル(0.005インチ; 0.13 mm)ですが、これは、帆船の外側の仕上げで検出できるように、ロービングのパターンがにじむのを防ぐのに十分です。ゲルコートはグラスファイバーを硬化させるために適用されます。この化学樹脂は、柔軟なグラスファイバーを硬い材料に変換する化学反応を引き起こす触媒と反応します。
- 織られた、24オンス(746-g)のグラスファイバーロービングがスキンコートに対して配置されます。ロービングの層は手で広げられ、補強のために一緒に結合され、厚さと強度のために構築されます。また、外層と金型自体に押し付けられて成形されます。グラスファイバーの硬化を開始するために、ゲルコートが再び適用されます。樹脂と触媒は、ロービングが飽和するまで注意深く計量されたスプレーでスプレーされます。ゲルコートが塗布された後、グラスファイバーの作業者は、クッキー生地にいくらか似た状態にあり、固まり始める前に、グラスファイバーの操作を完了するのに30〜40分かかります。ガラス繊維を構築し、樹脂と触媒にスプレーするプロセスは、温度が72°F(22.2°C)に維持されている温度制御された部屋で行われます。作業員は、一度に船体の半分(つまり、帆船の片側)のグラスファイバーをラミネートします。次に、各半分が24時間硬化して、触媒が化学変換を完了するようにします。
- 帆船の残りの半分の最初の層は積層されて硬化され、その後、作業員は最初の側に戻ってさらに層を追加して船体を厚くします。長さ18〜24フィート(長さ5.5〜7.3 m)のサイズのボートは、通常、3層のロービングで構成されています。ボートを「ガラス張り」する過程で、船体に補強材も追加されます。空の船体の底には、プレカットおよびプレフォームされた海洋合板のセクションが配置されています。より多くのロービングの厚さが追加されると、合板は所定の位置にガラス張りになります。樹脂と触媒は合板をガラス繊維の構造部品として所定の位置に硬化させます。帆船の設計とサイズに応じて、合板のコンポーネントは、波の衝撃と曲げ力に対してボートを強化するストリンガー、リブ、および隔壁のシステムで構成されている場合があります。
- ガラス張りの部屋の別の場所で、帆船の甲板が建設されています。対応するデッキモールドが作られます。靴箱の蓋のように、それは開いた船体の上部にフィットし、所定の位置に機械的に固定されます。グラスファイバーデッキはまったく同じプロセスで作られています。デッキモールドの下側(デッキの上側)に離型剤を塗布し、顔料を塗布し、吹きガラス繊維のスキンコートを吹き付けた後、樹脂と触媒を塗布します。デッキの層はグラスファイバーロービングで構成され、海洋合板の補強部分は所定の位置にガラス張りされ、ハードウェアまたは留め具がデッキを通過する場所には特別な補強材がラミネートされています。補強材は、船舶用合板またはアルミニウムで作られています。
- 帆船の船体とそれに対応する甲板の両方でグラスファイバーのラミネートが完了すると、完全に硬化した部分が型から取り外されます。型とグラスファイバーセクションの間に木製のくさびが打ち込まれ、セクションが飛び出します。あるいは、型とセクションを水に沈め、2つのピース間の水圧がグラスファイバーセクションから飛び出します。チェーンホイストを使用してセクションを金型から持ち上げ、組み立てカートに配置して、作業者が簡単に移動してアクセスできるようにします。
-
組み立て段階は「グリーントリミング」から始まります。これは、フラッシングのビット(グラスファイバーと樹脂の過剰)をトリミングするプロセスです。帆船の甲板と船体の部分は研磨されて清掃され、すべての端が滑らかであるかどうかがチェックされ、すべての接合部が正確にフィットしているかどうかが検査されます。明らかに、大型ボートはデイセーラーよりもはるかに多くの組み立て手順を必要とします。ボートの長さが22フィート(6.7 m)を超える場合は、コックピットライナー、インテリアライナー、キャビン、居間とエリア、トイレ(ボートのヘッドと呼ばれる)、およびスリーピングエリアが取り付けられます。通常、より大きな船は特注であり、これらのシステムは木でできています。
 アメリカズカップの出場者。
アメリカズカップの出場者。 裕福なニュージャージーの不動産ブローカー兼スポーツプロモーターであるジョンコックススティーブンスは、1844年にニューヨークヨットクラブの組織を主導しました。NYYCの提督として、1850年に彼はウィリアムH.ブラウンに委託した他の5人のクラブメンバーのシンジケートを組織しました。レーシングヨットを建設する。ジョージ・スティアーズのデザインに続いて、ブラウンはアメリカを完成させました 1851年、スティーブンスがイギリスのロイヤルヨットスコードロンからワイト島周辺のレースに参加するための招待を受け入れるのに間に合いました。 17隻の熟練したイギリスのボート、アメリカと対戦 スタートはうまくいきませんでしたが、圧倒的なリードで終わり、100ギニアのシルバーカップで賞を獲得しました。スティーブンスはトロフィーを受け入れました そしてそれを彼の邸宅に展示し続けました。 1857年に彼が亡くなった後、カップはNYYCの信頼になりました。
カップは、1870年に113フィート(34 m)の英国のスクーナーカンブリアによって最初に挑戦されました。 84フィート(26 m)の米国ディフェンダー、マジック、 35マイル(56 km)のレースで優勝しました。次の132年間、アメリカの カップはアメリカに残った。 1983年にオーストラリアに敗れました。オーストラリア IIはリバティに挑戦しました デニス・コナーをスキッパーとして。 1986年の次のレースで、コナーはスターズアンドストライプスに乗って米国のカップで優勝しました。 カップは1995年にニュージーランドに再び敗れました。ニュージーランドは2000年に、米国以外で2度カップを獲得した唯一の国になりました。 アメリカのの次の挑戦 カップは2003年に設定されています。
- 次に配管が設置されます。フレキシブルパイプを使用しています。トイレやシャワー用の水を貯める淡水タンク(これも大型船)にはホースが必要です。また、汚れた水を船内の下水タンクに戻すには、ホースも必要です。電線は、電気規則の要件に従って設置されます。次に、エンジン(ある場合)と機械設備が帆船に取り付けられます。ボートに搭載エンジンがある場合は、船体の構造部品であるストリンガーに取り付けられたモーターマウントに取り付けられます。プロペラシャフトとプロペラが所定の位置に固定され、エンジンコントロールが接続されています。
- グリーンでトリミングされ、磨かれたデッキは反転され、船体に取り付けられています。最初に「ドライフィット」を実行して、デッキが船体にぴったりとフィットすることを確認します。ステンレス鋼で作られた機械的留め具は、デッキと船体の一致する補強部分を通過します。デッキが所定の位置に固定される前に、海洋建設用に特別に作られた漏れ防止シーラントが塗布されます。次に、留め具を機械的に締めます。デッキハードウェアがインストールされています。ハードウェアには、巻き線と帆、レール、ステー、およびその他の機能用のウインチとターニングブロックが含まれる場合があります。ハードウェアの設置は、ヨットの品質の重要な指標です。ハードウェア自体、およびバッキングプレートとロッキングナットとボルトは、頻繁な使用と激しい水の作用に耐える必要があります。ハードウェアは、ヨットの建造において非常に高価な部分です。アメリカズカップレース用に作られたヨットのウインチ1つは、20,000ドルかかる場合があります。
- マストは、追加された主要なハードウェアの最後の部分です。船体の内部には、マストの座として聖櫃と呼ばれる木製のブロックや靴が設置されています。マストは通常、軽量化のためにアルミニウムで作られています。マストが幕屋に着座すると、ステーと呼ばれるワイヤーがマストを所定の位置に保持するために使用されます。ステーはステンレス鋼線でできており、各ヨットにカスタムフィットします。メーカーは通常、マストを安定させるための正しい張力を確保するために、社内で独自の滞在を行っています。
- 電気接続用のすべてのワイヤー(ある場合)と配管用のホース(ある場合)を接続してテストします。帆船がキャビンに窓があるサイズとデザインの場合、テンプレートが船体に配置され、舷窓の輪郭が切り取られます。開口部の縁にはシーラントを塗布し、開口部にはフレームとガラスでできた窓を設置しています。安全なシールを作るために追加のシーラントが塗布されます。外装の塗装に傷や跡がないかチェックし、詳細を確認します。アクセントが描かれ、ストライプやその他の装飾用にフィーチャーテープが追加されています。デカール、ナンバリング、メーカー情報も追加されています。
帆
- 帆は、デザインと材料特性に非常に熟練した製帆職人によって作られています。帆船メーカーは、帆船メーカーに計画を提供するか、帆船メーカーがボートの索具を測定し、そこから帆を設計する場合があります。数学は、風圧が加えられた帆の伸びを推定する際に帆の設計に入り、各帆の表面の曲率が計算されます。この曲率は帆のドラフトと呼ばれ、飛行機の湾曲した翼が隆起を提供するのと同じように、風からの前進運動を提供します。帆職人の店(帆のロフトと呼ばれる)は、各帆の計画が床にチョークで描かれ、実物大であるため、重要なツールです。通常はポリエステルである生地が計画の上に置かれ、輪郭が生地に転写されます。それぞれの帆の形には番号が付けられています。
- 帆は、描かれた輪郭の寸法に従って切り抜かれています。帆はいくつかの部分で構成されており、これらは通常の糸よりも強い特殊な繊維である帆のより糸で縫い合わされています。縫い針に帆のより糸をねじ込むと、より糸をひねって強度を高め、より糸がそのねじれを保持するようにワックスを塗布します。
- 各セールのすべての部分が縫い合わされた後、最も負担がかかるセールの部分に補強が追加されます。パッチ(補強材)が各コーナーに追加され、タブリング(太い裾)が前縁(ラフと呼ばれる)とセールの足に沿って縫い付けられています。タブリングが完了すると、セイルのラフとフットエッジの内側にもロープが縫い付けられ、セイルのこれらの部分が伸びないように補強されます。
- 最後に、ハードウェアとフィッティングが各セールに取り付けられています。これらには、ボートのデザインと帆の目的に応じて、金属製のスライド、グロメット、リーフポイントが含まれる場合があります。帆は帆船メーカーに出荷され、セットはそれらが属する帆船に保管されます。
品質管理
品質管理は継続的なプロセスです。外部のサプライヤーから受け取ったすべての付属品と材料は、受け取ったときにチェックされます。電気配線などの項目は、ボートに設置する前にベンチテストされ、設置直後にチェックされ、最終的な品質チェック中に再度テストされます。
ガラス繊維の船体のガラス張りなどの専門分野には、温度と配置に関する重要な要件があります。 Gelcoteは、厚すぎたり薄すぎたりすることはできないため、インデックスゲージに対して適用されます。樹脂を過剰に触媒すると、材料の内部温度が高くなり、加工できなくなります。触媒作用が失敗した場合、樹脂を削り取る必要があります。これは、費用と時間のかかるプロセスです。ガラス繊維の厚さの設計とハードウェアの配置の誤り、およびそのような構造の誤りは、帆船の重量とバランス、および帆船が水上にどのように着座するかに影響します。バランスが崩れていると、ボートの静的リストが間違っています。
詳細も重要であり、品質管理チェックが予定されているため、すぐに修正されます。デッキが所定の位置に固定された後、船体内の未修正の間違いに到達するのは簡単ではないかもしれません。最終的な品質チェックでは、外部の小さな欠陥など、迅速に修復される小さな問題のみが明らかになるはずです。
副産物/廃棄物
ヨットメーカーは通常、副産物を製造せず、密接に関連するいくつかのラインに特化する傾向があります。最大の企業だけがはるかに幅広い製品を持っています。彼らのより大きな生産は、彼らに小さなビルダーよりも有利であるように見えるハードウェアと他の供給品を購入する際の規模の経済を可能にします。しかし、小規模な建築業者は、愛情を込めて作られた製品が彼らの自慢であることを知っており、カスタム品質を優先して少量を購入する(そして無駄を少なくする)ことをいとわない。
無駄は小さな問題です。ほとんどの材料はリサイクル可能であり、ビジネスでは、慎重な技量によって廃棄物を最小限に抑えるような厳格な品質管理が必要です。対照的に、安全性は大きな懸念事項です。 30年前、帆船の製造は規制されておらず、多くの船大工が裏庭で「家内工業」を営んでいました。規制により、これはほとんど不可能になっています。労働者は、特に空気の質に関連する安全性の問題について訓練を受けており、触媒プロセスによって発生する煙のため、グラスファイバー製の船体の建設中は呼吸器を着用する必要があります。建物から放出される空気も、米国環境保護庁(EPA)の規制に従って管理する必要があります。労働者は飛沫の危険を防ぐためにタイベックのスーツを着用し、化学物質は規制要件に従って慎重に保管および廃棄されます。
未来
ヨットは美しさと自由の象徴です。それらはレクリエーションの非常に望ましい形であり、成功、独立、そして自由な時間の象徴です。経済が好調な時期は、ヨットの生産量が増え、地元の水域で帆が見えるようになります。リタイヤメントホームとしてのヨットは多くの人の夢です。さまざまなサイズのヨットは、同様のさまざまなライフスタイルに適しています。これらのすべての側面は、ヨットの将来を保証するようです。それらは、近代化されたシンプルでエレガントな古代の交通手段です。また、風と水が出会う独特の環境を楽しむ機会も提供しています。
製造プロセス