


ビニールフロアカバー
背景
ビニールフロアカバーは、弾力性のあるビニールシートフロアカバーまたは弾力性のあるビニールタイルフロアカバーのいずれかとして定義されます。ビニールシートの床の敷物は、一般に6フィート(1.83 m)または12フィート(3.66 m)の幅で利用でき、ビニールタイルは通常12 x 12インチ(30.48 x 30.48 cm)です。シート状の商品は通常、粘着性のある裏地なしで販売されます。したがって、床を下敷きに接着するために接着剤を購入する必要があります。ビニールタイルは、乾式で購入するか、設置者が取り外す必要のある紙のカバーで保護された感圧接着剤で裏打ちして購入できます。
特にビニールシートフローリングは、厚みや装飾方法が異なります。薄いシートビニールは10〜15ミル(ミルは1000分の1インチ)の厚さですが、25〜30ミルの厚さの長い摩耗シートビニール(これも高価です)とは対照的です。パターンは、輪転印刷機(グラビア印刷と呼ばれます)または金属の表面の下にデザインが刻まれた凹版で刻まれた大きなプレートで印刷することができます。どちらの印刷方法も、フォームのゲル層の上と摩耗層の下にパターンを刻印し、比較的耐久性のあるパターンをレンダリングします。
これらのビニール製の床材は、設置が簡単なため、多くの住宅所有者に好まれています。多くの日曜大工は、比較的簡単に設置できます。ただし、25〜30ミルのビニールシートの床材は、熟練していない住宅所有者にとっては取り扱いや設置が難しい場合があります。ビニールタイルは設置がはるかに簡単で、住宅所有者が最も頻繁に設置するビニールフローリングです。さらに、他のフローリング材とは異なり、鋭利な刃はビニールフローリングを簡単に切断して、コーナー、キャビネット、およびカーブに適合させることができます。
さらに、ビニールの床の敷物は古い床の上に適用することができ、掃除機または石鹸と温水を使ったモップで簡単に掃除できます。多くの世帯主を喜ばせるために、適切な注意を払えば、多くのブランドはワックスがけを必要としません。ポリウレタンコーティングは、光沢のあるワックス状の表面をエミュレートする高光沢仕上げを実現し、通常、何年にもわたってかなり光沢を保ちます。くすんだ場合は、特殊なビニール床仕上げが施される場合があります。ただし、ビニールの床装材はセラミックタイルほど耐久性がなく、定期的に交換する必要があります。
多くの家庭用品と同様に、ビニールシートとタイルの床は住宅グレードと商業グレードがあります。住宅用ビニールフローリングは、厚さ、刻印または装飾に使用される方法、およびスタイルが異なります。市販のビニール製フロアカバーは、優れた耐久性と耐汚染性を必要とする仕様に準拠しています(特に病院での使用に役立ちます)。一部の商用グレードのビニール製フロアカバーは、交通量の多いエリアでは滑り止めです。
歴史
主婦は、硬くて比較的防水性のある表面が素晴らしい床覆いを作ることを長い間知っていました。原始的な家では、牛の血と混ざった突き固められた土が、簡単に掃除できる表面に乾燥しました。塗装されたフローリングは比較的簡単にメンテナンスできましたが、手間をかけて更新する必要がありました。食堂などの食堂でカーペットを清潔に保つのは特に面倒でした。 18世紀初頭、大きな正方形の布である布製敷物が食卓の下に置かれ、わがままなパン粉を捕まえました。これらの布製敷物は単に外に持ち出され、パン粉がなくなるまで振られ、テーブルの下の元の場所に戻されました。
しかし、1700年代後半に、帆布、麻、麻などの比較的頑丈な布地に油や塗料をコーティングして蒸発させ、防水性を持たせれば、床布を改良できると誰かが判断しました。スクラブとスイープが簡単なこれらの床用油布は、布製の床用布よりもかなり改良されています。さらに良いことに、これらの油布は安価であり、自宅で手作りすることも、19世紀後半に大量生産して購入することもできました。そこから、亜麻仁油、コルクガム、顔料から製造されたリノリウムへのクイックホップがありました。この革のような床の敷物は、1890年までに米国と海外の両方で大量生産されました。
リノリウムは、1900年から第二次世界大戦後、床装材メーカーがリノリウムを他の耐久性のあるファッショナブルでメンテナンスが容易な床装材に交換しようとするまで、非常に人気がありました。 1950年代後半までに、弾力性のある床材がついに登場しました。これらには、歩いていくとわずかに伸びるビニール床材が含まれていました。これらのビニール製フロアカバーは、リノリウムよりもはるかに明るくカラフルでした。これは、ビニール製フロアカバーが透明なビニールジェルで作られているため、印刷された色が鮮やかになっているためです。 1960年のシアーズカタログがビニールの床装材について宣言したように、「すべての光沢と輝き-大変な作業はありません!」
原材料
ビニール床材の主成分には、ポリ塩化ビニル(またはビニル)樹脂、可塑剤(高分子量溶剤)、顔料および微量安定剤、およびキャリアシートまたはバッキングが含まれます。裏地は、木材パルプと炭酸カルシウムから作られたフェルト紙または高度に充填された紙である可能性があります。高光沢の表面ビニールシートまたはビニールタイルには、プロセスの最後に追加のポリウレタンコーティングが適用されています。一部のビニールタイルの裏側に塗布される接着剤(感圧接着剤を作るため)は、有機樹脂で作られています。
デザイン
ビニール床材会社の設計部門は、シートやタイルの形で機能するパターンと色を成功させるための新しいインスピレーションを常に求めています。デザイナーはマーケティンググループと協力して、現在の制作から5年もの間、どの色やスタイルが一般の人々の関心を引くかを決定します。デザインはドローイングからコンピューターに移され、さまざまなパターンのモックアップがさまざまな色で作成されます。次に、デザインはコンピューターからフルサイズの用紙にフルカラーで印刷されます。
実物大の型紙がさらなる開発のために承認された場合、18 x 24インチ(45.72 x 61 cm)または24 x 36インチ(61 x 91.44 cm)のサイズの印刷版が彫刻家によって作成されます。次に、これらのプレートを使用して、装飾されていないフローリング(ゲルストックと呼ばれる)にパターンのサンプルをプロトタイプとして印刷します。摩耗層、またはシートフローリングの最終的な、多くの場合光沢のある表面が印刷されたパターンの上に適用されるため、設計者は完成品に非常に近いものになります。
プロトタイプは、そのまま承認されるか、改造されるか、ドロップされます。設計から市場投入までの時間は、最短で3か月、最長で6か月です。
製造
プロセス
ビニールシートの作成
フロアカバー
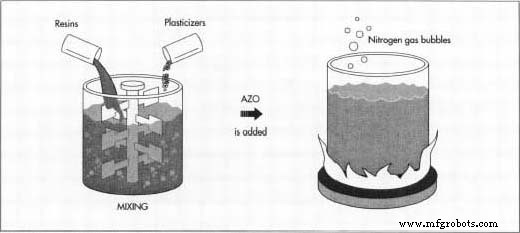
- 1ビニル樹脂と可塑剤をバット内で一緒に攪拌して、プラスチゾルを作成します。このプラスチゾルには、AZO化合物(両端が結合して炭素原子を分離している2つの窒素原子からなる)が添加されています。樹脂、可塑剤、アゾ化合物を加熱すると、アゾ化合物が分解して窒素気泡が発生します。この混合物から、ビニルフォームが生成されます。このビニールフォームは、パンケーキバッターのような粘り気があり、スラリーで、設置媒体またはバッキングに広げることができます。
- 2スラリーは、リバースロールコーターを介してフェルトまたは木材パルプの裏地に置かれ、注がれて滑らかになります。次に、コーティングされたシートは、ビニールフォームがゲル化されるオーブンを通過します。オーブンは、ビニル樹脂が可塑剤を吸収して硬化するのに十分なだけ加熱されます。
 ビニル樹脂と可塑剤をバット内で一緒に攪拌してプラスチゾルを作成し、次に加熱してバッターを形成します。 。
ビニル樹脂と可塑剤をバット内で一緒に攪拌してプラスチゾルを作成し、次に加熱してバッターを形成します。 。 - 3この時点で、ゲルは印刷機に通され、金属凹版(金属の表面の下にパターンが刻まれている)で印象付けられます。これにより、パターンがゲルシートに印象付けられ、装飾的なパターンが作成されます。
- 4可塑剤とビニールの2回目の混合物が、印刷されたゲルに塗布されます。ゲル(バッキング付き)は、さらに高温のオーブンに通されます。オーブンでは、ビニル樹脂が可塑剤を吸収して溶け、透明なビニルを生成します。これは摩耗層として知られており、足のトラフィックの矢面に立たされます。したがって、印刷されたパターンと象眼細工のパターンは、この摩耗層の下で保護され、パターンを耐久性のあるものにします。
- 5パターンにつや消し仕上げが必要な場合、シートビニールは基本的に圧延の準備ができています。ただし、高光沢仕上げで設計されたパターンは、ローラーを介してポリウレタンコーティングの層を受け取ります。このコーティングの厚さは、一定の厚さを保証するためにエアナイフで制御されます。ポリウレタンコーティングは、紫外線放射ランプで光化学的に硬化され、圧延する準備ができています。
- 6次に、マットまたは光沢のあるビニールシートフローリングを、小売業者のニーズに基づいて細分化できる幅12フィート(3.66 m)x長さ1,500フィート(457.2 m)のロールにカットします。
ビニールタイルの床装材の作成
- 7ビニールタイルは、ビニールシートフローリングとは少し異なる方法で作られています。ポリ塩化ビニル樹脂は、大型の工業用ミキサーで炭酸カルシウム、可塑剤、顔料と混合されます。
- 8混合物を加熱して溶融し、固める。ミキシングブレードからの摩擦により、パン生地の粘稠度のあるコンパウンドが生成されます。生地のようなものをカレンダーローラーに通し、シート状に絞ります。
- 9シートは、ロール状のままエンボス加工されています。装飾が完了すると、シートは複数のクッキーカッターに似たダイカッティングマシンで個々のタイルにカットされます。
- 10タイルの正方形(12 x12インチまたは30.48x 30.48 cm)は冷却され、乾燥したシート(背面に感圧接着剤がない場合)の場合はボックスに入れられます。床に接着するための接着剤を受け取る場合は、有機樹脂を運ぶロールコーターが接着剤をタイルの裏地に付着させます。接着剤を保護する紙カバーが裏地の上に置かれます。タイルは箱入り(10個または12個入り)で、出荷の準備ができています。
品質管理
ほとんどの工業製品と同様に、すべての原材料(ポリ塩化ビニル樹脂、可塑剤、 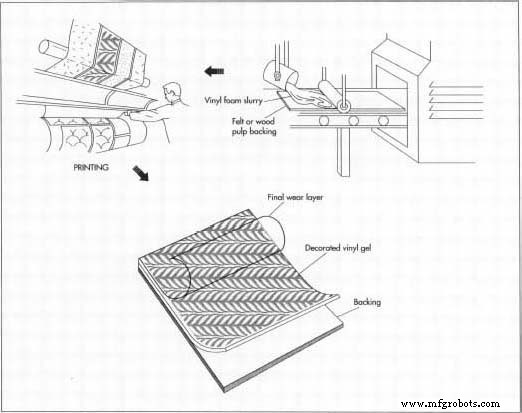 ビニールフォームバッターをベーキングに広げて加熱し、シートを形成します。次に、パターンがフローリングに印刷され、摩耗層が適用されます。 顔料、安定剤、および設置媒体)は、会社の生産の最低品質基準を満たしていることを確認するためにチェックされます。フェルトまたは紙の裏地の厚さと引張強度をチェックします。コーティングに対して物理的試験が実施され、粘度、しこりなどが検査されます。すべての成分が化学的および物理的に高品質の製品を提供するのに十分である場合、製造を開始できます。
ビニールフォームバッターをベーキングに広げて加熱し、シートを形成します。次に、パターンがフローリングに印刷され、摩耗層が適用されます。 顔料、安定剤、および設置媒体)は、会社の生産の最低品質基準を満たしていることを確認するためにチェックされます。フェルトまたは紙の裏地の厚さと引張強度をチェックします。コーティングに対して物理的試験が実施され、粘度、しこりなどが検査されます。すべての成分が化学的および物理的に高品質の製品を提供するのに十分である場合、製造を開始できます。
生産のすべての段階を通して、基準が満たされていることを保証するために中間チェックが行われます。制作スタッフのメンバーがすべての作品を視覚的にチェックします。大きい方のロールに欠陥が含まれている場合、品質管理担当者はコンピューター化されたカットマップを調整して、カッティングマシンに欠陥をカットするように通知します。
住宅都市開発省(HUD)と連邦住宅管理省(FHA)が使用する市販のタイルとシートビニールは、最小厚さ要件、耐久性、可燃性などを含む一連のテストを受けています。
副産物/廃棄物
ビニールフロアカバーの製造の副産物として、有害物質が環境に放出されることはありません。廃棄物は製造時にリサイクルされるか、リクレーマに送られ処分されます。ビニール床材業界で使用されている重金属安定剤と顔料は、数年前に、より環境に安全であると考えられているものに置き換えられました。現在、業界は、製造から生じる廃ビニールを利用する方法と、消費者によって廃棄されたスクラップビニールの床カバーをリサイクルまたは再生利用する方法を検討しています。
製造プロセス