


コンパクトディスク
背景
1876年に蓄音機が発明されて以来、音楽は家庭の娯楽の人気の源となっています。近年、コンパクトディスクは録音された音楽の再生媒体として選ばれるようになりました。
コンパクトディスク(CD)は、デジタルデータが記録された光記憶媒体です。デジタルデータは、オーディオ、ビデオ、またはコンピューター情報の形式にすることができます。 CDを再生すると、レーザーと呼ばれる密集した光源(光学媒体という名前)によって情報が読み取られたり検出されたりします。この記事では、録音された音楽の再生に使用されるオーディオコンパクトディスクに焦点を当てます。
コンパクトディスクの歴史は、1960年代の電子技術、特にデジタル電子技術の発展にまでさかのぼることができます。このテクノロジーの最初のアプリケーションは録音領域ではありませんでしたが、テクノロジーが進化するにつれて、オーディオコンポーネントでの使用が増加することがわかりました。
同じ時期に、多くの企業が光情報ストレージとレーザー技術の実験を開始しました。これらの企業の中で、電子大手のソニーとフィリップスはこの分野で目覚ましい進歩を遂げました。
1970年代までに、デジタル技術と光学技術を組み合わせて単一のオーディオシステムを開発できるレベルに達しました。これらのテクノロジーは、デジタルオーディオの開発者が直面する3つの主要な課題に対するソリューションを提供しました。
最初の課題は、オーディオ信号をデジタル形式で録音するための適切な方法を見つけることでした。これは、オーディオエンコーディングと呼ばれるプロセスです。オーディオエンコーディングの実用的な方法は、1948年にC.シャノンによって発表された理論から開発されました。パルス符号変調(PCM)として知られるこの方法は、短い時間間隔で音をサンプリングし、サンプルを数値に変換する手法です。後で取得するために変調または保存される値。
オーディオ信号をデジタル形式で保存するには、大量のデータが必要です。たとえば、1秒間の音楽を保存するには、100万ビットのデータが必要です。したがって、次の課題は、かなりの量の音に対応できる適切な記憶媒体を見つけることでした。この問題の解決策は、光ディスクの形でもたらされました。光ディスクは、緊密に圧縮された大量のデータを一緒に保存できます。たとえば、CD上の100万ビットのデータは、ピンヘッドよりも小さい領域を占める可能性があります。この情報は、1/2500インチという非常に狭い領域に焦点を合わせることができるレーザービームによって読み取られます。
デジタルオーディオの最後の課題は、連続した音楽を生成するのに十分な速さで、コンパクトディスクに密集した情報を処理することでした。このソリューションは、わずかマイクロ秒で数百万の計算を処理できる集積回路技術の開発によって提供されました。
1970年代後半までに、光ディスクの共通の標準セットは、ソニーとフィリップスの共同の努力によって開発されました。 35のハードウェアメーカーのコンソーシアムが1981年にこの規格を採用し、最初のコンパクトディスクとコンパクトディスクプレーヤーを採用することに合意しました。 1982年に市場に導入されました。
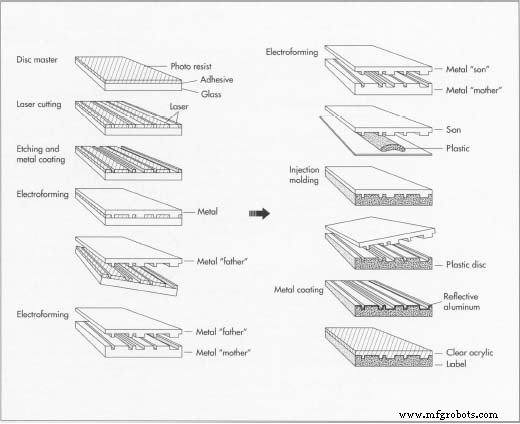 コンパクトディスクを作成するには、最初にガラスの「ディスクマスター」を準備する必要があります。次に、このマスターは必要な情報でエンコードされ、一連の電鋳ステップを実行します。電鋳では、電流を使用してガラスマスター上に金属層を堆積させます。最終的なマスターバージョンの準備が整うと、その情報がプラスチックディスクに転送されます。反射性アルミニウム層が適用され、次に透明なアクリル保護層が適用され、最後にラベルが適用されます。
コンパクトディスクを作成するには、最初にガラスの「ディスクマスター」を準備する必要があります。次に、このマスターは必要な情報でエンコードされ、一連の電鋳ステップを実行します。電鋳では、電流を使用してガラスマスター上に金属層を堆積させます。最終的なマスターバージョンの準備が整うと、その情報がプラスチックディスクに転送されます。反射性アルミニウム層が適用され、次に透明なアクリル保護層が適用され、最後にラベルが適用されます。
原材料
コンパクトディスクは、それを作るために必要な技術を考えると、一見シンプルに見えるデバイスです。 CDは3層の素材で構成されています:
- ポリカーボネートプラスチック製のベース層。
- ポリカーボネートプラスチック上のアルミニウムコーティングの薄層。
- アルミニウム層を覆う透明な保護アクリルコーティング。
一部のメーカーはシルバーまたはゴールドを使用しています コンパクトディスクの製造では、アルミニウム層の代わりに層を使用します。
デザイン
コンパクトディスクは、ユニバーサル互換性を維持するために、ソニーとフィリップスによって確立された規格に厳密に従って設計されています。 CDの直径は4.72インチ(120ミリメートル)、厚さは.047インチ(1.2ミリメートル)です。中央の位置決め穴は、直径0.59インチ(15ミリメートル)です。 CDの重量は通常約0.53オンス(15グラム)です。
標準のCDには、最大74分のデータを保存できます。ただし、ほとんどのCDには約50分の音楽しか含まれておらず、そのすべてがCDの片面(下側)にのみ録音されています。 CDに記録されたデータは、内側から外側に向かって連続するスパイラルの形をとります。このスパイラルまたはトラックは、ランドと呼ばれるセクションで区切られた、ピットと呼ばれる一連のくぼみで構成されています。トラックに沿って移動する小さなレーザービームは、光を反射してフォトセンサーに戻します。センサーは、ピットにあるときよりも陸上にあるときの方が多くの光を認識し、これらの光強度の変化は、最初に録音された音楽を表す電気信号に変換されます。
製造
プロセス
コンパクトディスクは、実質的にすべてのほこりの粒子がない「クリーンルーム」で、非常に清潔でほこりのない条件下で製造する必要があります。部屋の空気は汚れを防ぐために特別にろ過されており、部屋の居住者は特別な服を着る必要があります。平均的なダスト粒子は平均的なピットの100倍であり、CDに着地するため、最小のダスト粒子でもディスクが役に立たなくなる可能性があります。
ディスクマスターの準備
- 1元の音楽は最初にデジタルオーディオテープに録音されます。次に、オーディオプログラムが3/4インチ(1.9センチメートル)のビデオテープに転送され、音楽のインデックス作成と追跡に使用されるデータ(サブコードと呼ばれる)がテープのオーディオデータに追加されます。この時点で、テープはプリマスターと呼ばれます。
- 2プリマスターテープは、特別に準備されたガラスから作られたディスクであるディスクマスター(ガラスマスターとも呼ばれます)を作成するために使用されます。ガラスは滑らかな仕上げに研磨され、接着剤の層とフォトレジスト材料の層でコーティングされています。ディスクの直径は約9.45インチ(240ミリメートル)、厚さは.24インチ(6ミリメートル)です。接着剤とフォトレジストを塗布した後、ディスクをオーブンで硬化させます。
- 3次に、プリマスターテープとディスクマスターの両方を複雑なレーザー切断機に入れます。本機はプリマスターテープのオーディオプログラムを再生します。その際、プログラムはCDエンコーダーと呼ばれるデバイスに転送され、CDエンコーダーが電気信号を生成します。この信号はレーザービームに電力を供給し、ガラスディスク(ディスクマスター)のフォトレジストコーティングに溝を露出または「カット」します。
- 4露出した溝は、化学薬品によってエッチングで除去されます。これらのエッチングされた溝は、CDの表面のピットを形成します。次に、金属コーティング(通常は銀)がディスクに適用されます。これで、ディスクマスターには、完成したCDに含まれる正確なピットアンドランドトラックが含まれます。
電鋳
- 5エッチング後、ディスクマスターは電鋳と呼ばれるプロセスを経て、ニッケルなどの別の金属層がディスクの表面に堆積します。金属は電流を使用して堆積されるため、「電気」というフレーズが使用されます。ディスクは、ソルファミン酸ニッケルなどの電解液に浸され、電流が流れると、ディスクマスター上に金属の層が形成されます。この金属層の厚さは厳密に制御されています。
- 6次に、新しく適用された金属層が、脇に置かれているディスクマスターから引き離されます。金属層、または父は、ディスクマスタートラックの否定的な印象を含んでいます。言い換えると、金属層のトラックは正確なレプリカですが、逆に、ディスクマスターのトラックのレプリカです。
- 7次に、金属の父はさらに電鋳を行って1つまたは複数の母を生成します。母は、元のディスクマスタートラックの肯定的な印象を持つ単なる金属層です。次に、同じ電鋳プロセスを使用して、各母親がトラックのネガティブな印象を持つ息子(スタンパーとも呼ばれます)を作成します。その後、実際のCDを作成するために使用されるのは息子です。
- 8母親から離れた後、金属製の息子はすすぎ、乾燥、研磨され、中央の穴を切り取って希望の外径を形成するパンチングマシンに入れられます。
レプリケーション
- 9次に、金属製の息子を射出成形機の適切なディスク形状の中空キャビティ(ダイ)に入れます。次に、溶融したポリカーボネートプラスチックをこのダイに注ぎ、金属の息子の周りに形成します。冷却されると、プラスチックは息子のような形になり、ピットと溝が片側に形成されます。これも元のディスクマスタートラックのポジティブな印象です。
- 10次に、中央の穴がプラスチックディスクから打ち抜かれます。
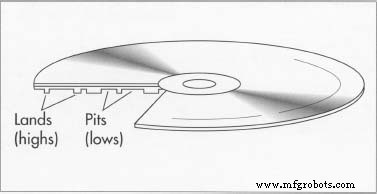 完成したコンパクトディスクには、「ランド」および「ピット」と呼ばれる一連のトラックまたはインデントが含まれています。 CDプレーヤーは、レーザービームを使用してこれらのレイヤーを読み取り、反射を最初に電気信号に変換し、次に音楽に変換します。この段階。次に、ディスクをスキャンして、水泡、ほこりの粒子、反りなどの欠陥を探します。欠陥が見つかった場合は、ディスクを廃棄する必要があります。
完成したコンパクトディスクには、「ランド」および「ピット」と呼ばれる一連のトラックまたはインデントが含まれています。 CDプレーヤーは、レーザービームを使用してこれらのレイヤーを読み取り、反射を最初に電気信号に変換し、次に音楽に変換します。この段階。次に、ディスクをスキャンして、水泡、ほこりの粒子、反りなどの欠陥を探します。欠陥が見つかった場合は、ディスクを廃棄する必要があります。 - 11ディスクが品質基準を満たしている場合は、非常に薄いアルミニウムの反射層でコーティングされています。コーティングは、真空堆積を使用して適用されます。このプロセスでは、アルミニウムを真空チャンバーに入れ、蒸発点まで加熱します。これにより、アルミニウムをプラスチックディスクに均一に塗布できます。
- 12最後に、透明なアクリルプラスチックをディスクに塗布して、下にある層を引っかき傷などの物理的損傷から保護します。ラベルが印刷された後、通常はシルクスクリーンプロセスを使用して、コンパクトディスクが完成し、パッケージングと出荷の準備が整います。
品質管理
コンパクトディスクは非常に正確で正確なデバイスです。データの微視的なサイズは、製造プロセスでのエラーを考慮に入れていません。ほこりの粒子が最も小さいと、ディスクが読めなくなる可能性があります。
品質管理の最初の懸念事項は、温度、湿度、およびろ過システムを制御して、クリーンルーム環境を適切に監視することです。さらに、品質管理チェックポイントが製造プロセスに組み込まれています。たとえば、ディスクマスターは、レーザー装置を使用して、滑らかさを検査し、そのフォトレジスト表面が適切な厚さであるかどうかを検査します。アルミニウムコーティングが堆積される前後や保護アクリルコーティングが適用された後など、プロセスの後の段階で、ディスクは、スパイラルトラックの反り、気泡、ほこりの粒子、およびエンコードエラーがないか自動的にチェックされます。この機械的チェックは、偏光を使用した人間による検査と組み合わされており、人間の目がトラック内の欠陥のあるピットを見つけることができます。
ディスクのチェックに加えて、ディスクの製造に使用される機器は慎重に保守する必要があります。たとえば、レーザー切断機は、振動によって適切な切断が不可能になるため、非常に安定している必要があります。厳格な品質管理が維持されていない場合、CDの拒否率は非常に高くなる可能性があります。
未来
大容量のストレージ機能、データの正確性、および摩耗による相対的な耐性により、コンパクトディスクは音楽およびビデオアプリケーションの人気のあるメディアになり続けます。公共の関心をかき立てる最もホットな新製品は、CD-InteractiveまたはCD-Iです。これは、ユーザーがコンピューターやテレビと対話できるマルチメディアシステムです。
製造技術は引き続き合理化および改善され、より小さな設備とプロセスへの人的介入が少なくて済み、CDの拒否率が低くなります。 CD製造の最初の10年間で、製造および品質管理プロセスはほぼ完全に自動化されています。
製造プロセス