


マイクロマシニングへのHEMの適用
以下は、高効率フライス盤とマイクロマシニングに関連するいくつかのブログ投稿の1つにすぎません。この一般的な機械加工方法を完全に理解するには、以下の追加のHEM投稿のいずれかをご覧ください!
高効率フライス盤の概要I高速加工とHEMの比較I切りくずの薄化との戦い方I切込みの深さへの飛び込みI4つの主要なタイプの工具摩耗の回避方法Iトロコイドフライス盤の概要
ミニチュアツールでHEMを使用する利点
高効率フライス盤(HEM) は、半径方向の切り込み深さ(RDOC)を低くし、軸方向の切り込み深さ(ADOC)を高くするを利用した荒加工の手法です。 。これにより、工具の摩耗率が遅れ、故障の可能性が減り、工具の寿命が延びると同時に、生産性と材料除去率(MRR)が向上します。この加工方法はMRRを向上させるため、HEM操作ではミニチュアツーリング(<.125 ")とマイクロマシニングが一般的に見過ごされています。さらに、多くのショップには、ミニチュアツーリングに対するHEMの利点を確認するために必要な高いRPM機能がありません。ただし、適切に使用すれば、小型工具は、大径工具と同じHEMの利点を生み出すことができます。
HEMの利点:
- ツールの寿命とパフォーマンスの延長。
- より速いサイクルタイム。
- 全体的なコスト削減
マイクロマシニングにおける一般的な課題の防止
HEMにミニチュア工具を使用することは、正しく実行すれば有益ですが、すべての機械工が注意しなければならない課題を提示します。何に注意を払うべきかを知ることは、成功への極めて重要な第一歩です。

ミニチュアツールによるツールの脆弱性と破損
破損は、工具の脆弱性のために、小型工具で高効率のマイクロマシニングを利用することに関連する主な課題の1つです。スピンドルの振れと振動、工具のたわみ、材料の不整合、および不均一な荷重は、工具の破損につながる可能性のある問題のほんの一部です。これを防ぐには、ツールが成功する可能性が最も高くなるように、マシンのセットアップと材料にさらに注意を払う必要があります。
原則として、切削径が.031インチ未満の工具を使用する場合は、HEMを考慮しないでください。可能ではありますが、直径が.062インチ未満の場合、HEMは依然として非常に困難または危険である可能性があり、アプリケーションとマシンを慎重に検討する必要があります。
ツールの障害を防ぐためのテクニック:
- ワークピースが安全でサポートされていることを確認してください。
- 全長とカットの長さをできるだけ短くしてください。
- スピンドルの工具の振れを確認し、可能であれば焼きばめホルダーを使用します。
- 材料に最適化されたコーティングを選択してください。
マイクロマシニングにおける過度の熱および熱衝撃の管理
ミニチュア工具の性質が小さく、必要な走行速度が速いため、発熱がすぐに問題になる可能性があります。熱が制御されていない場合、ワークピースと工具に熱亀裂、溶融、燃焼、構成刃先、または反りが発生する可能性があります。
高熱に対抗するために、クーラントは、材料の表面温度を下げるだけでなく、切りくずの排出と潤滑を助けるためによく使用されます。ただし、クーラントを使用すると、材料が急速に冷却されたり、不均一に冷却されたりしないように注意する必要があります。不適切なクーラント方法を使用すると、熱衝撃が発生する可能性があります。熱衝撃は、材料が不均一に膨張し、材料全体に伝播する微小破壊を引き起こし、材料の物理的特性に亀裂、反り、または変化をもたらす可能性がある場合に発生します。
熱および熱衝撃を防ぐための技術:
- 十分な切りくず排出を確保しながら、コーティングされたツールを乾燥または圧縮空気で実行します。
- 材料に最適化されたコーティングを選択してください。
- ワークピースの材質に固有の形状の工具を使用してください。
- 速度(RPM)を下げます。
重要なポイント
適切に実行された場合、小型工具のマイクロマシニング(<.125 ")は、大径の工具と同じHEMの利点を享受できます。つまり、工具摩耗の低減、部品生産率の向上、および加工精度の向上です。ただし、機械加工プロセスを監視し、工具の脆弱性、過度の熱、および熱衝撃を防ぐために、さらに注意を払う必要があります。
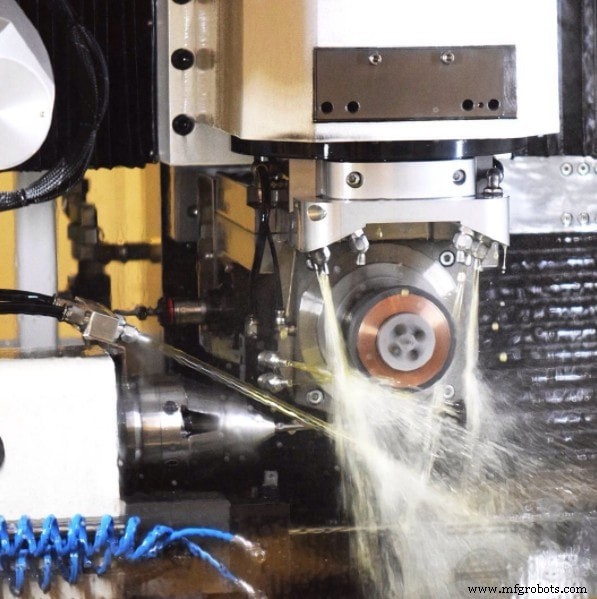
アルミニウム製の3/16インチHarveyツールエンドミルで実行されているHEMツールパス(トロコイドフライス盤)のこの例を確認してください。
CNCマシン