


防水プラスチック プロトタイプ エンクロージャの作り方
投稿日:2019 年 7 月 12 日 | WayKen マーケティング マネージャー、Candy 著
クライアントは、メーカーが製造するデバイスにますます多くのことを要求しています。わずか 5 ~ 10 年前、誰が水中で動作する電話、時計、カメラ、またはライトについて考えたでしょうか。現在、非防水の時計を見ると眉をひそめます。タブレットや携帯電話のモデルの多くは、水没するか、少なくとも水たまりに落ちても耐えられます。たとえば、ブレンダー、電気ポット、その他の家電製品など、一部のデバイスはそれをまったく処理できません。しかし、防水装置を作るのは言うは易く行うは難しです。
重要な点は、水が電子機器をショートさせないようにする筐体を作ることです。水の流入を防ぐための特別な機能がインストールされていることを確認する必要があります。その場合でも、テストを実施して漏れがないことを確認するために、エンクロージャの防水プラスチック プロトタイプを作成する必要があります。ここでは、カスタム プラスチック エンクロージャを作成するための設計上のヒントと、水から保護する金属製エンクロージャに関するいくつかのヒントを紹介します。そして最も重要なのは、ラピッド プロトタイピングのヒントです。
防水筐体規格
最初に知っておくべきことは、エンクロージャーの防水性には複数のレベルがあるということです。これらはすべて、IP および NEMA 規格によって評価されています。国際保護マーキングによる IP は最も普及しているため、ここに IP 定格の防水度のリストを示します。
<オール>ご覧のとおり、IP 規格は異なります。デバイスが動作するはずの条件を正確に推定し、水をそらす機能の挿入をどこで停止するかを決定できるため、これは大きな利点です。つまり、完全な防水設計を作成することは、ウォーター ジェットや多少の落下に耐えられる筐体を作成するよりもはるかに費用がかかります。
エンクロージャーの防水接続を行う 5 つの方法
防水プラスチック エンクロージャの基準がわかったので、そのようにするために何ができるか見てみましょう。以下は、IP66-67 規格を念頭に置いてカスタム プラスチック エンクロージャを製造するために最も一般的に使用される手段のリストです。
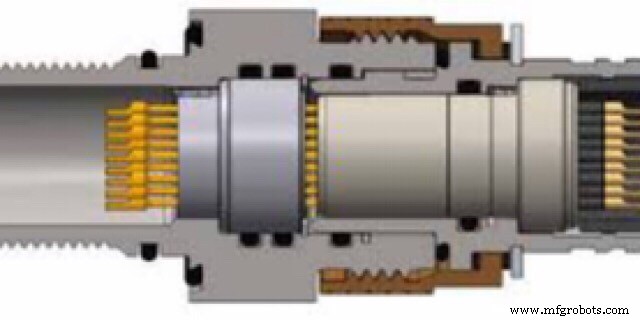
1.シールとガスケット .防水プラスチック エンクロージャと防水アルミニウム エンクロージャ (またはその他の金属製) を製造するための最も一般的で便利で安価な方法は、ラバー シールを使用することです。安価で場所を取らず、非常に効率的です。ここでの主なメカニズムはゴムであり、弾力性があり、2 つの接続部品を覆い、部品とシールの間に液体が入るのを防ぎます。シールの中で最も普及しているのはOシールです。断面が丸いゴムリングです。 Oリングは優れた抑制率を備えているため、液体から最もよく保護します。動的シールの作成にも使用できます。つまり、一方のパーツ (ピストンなど) が動き、もう一方のパーツが設定されます。静止部分に O シールで 2 ~ 3 つの溝を作るだけで、準備は完了です。
2.インサート成形 .これは、アルミニウムまたは金属の筐体に役立ちます。基本的には、シールの役割を果たす弾性要素を金属部品に成形します。シールはその方が小さくなり、固定されているのでなくすことはありません。
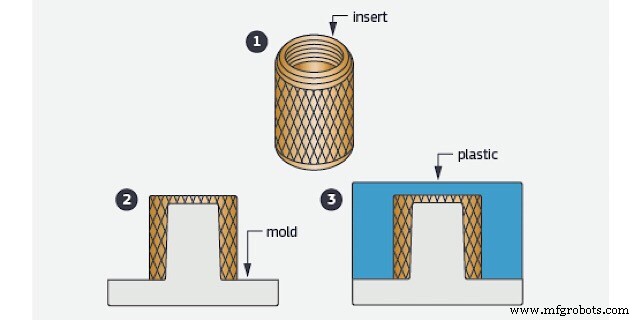
3.オーバーモールド 基本的にはインサートマウンドと同じですが、ベース部分も樹脂製です。この方法は、コストのかかるプラスチック射出成形技術を使用するため、大量生産に適しています。ただし、最新の製造技術により、設計者は、迅速な射出成形を提供できるプロトタイピング サービスから注文することで、プロジェクトの筐体をテストできます
4.溶接 電子機器用の金属筐体で最も一般的です。接合された部品の縁の周りの金属が溶けるので、部品は完全に密閉され、実際には単一の部品になります。ただし、回路を完全に密閉することは必ずしも良い考えではありません。なぜなら、デバイスが故障した場合にデバイスを修理するのは非常に困難になるからです。さらに、必然的に内部に空気が閉じ込められ、デバイスが熱くなると内部の圧力が高くなります。マウントされ、エンクロージャーはある時点で破裂する可能性があります。

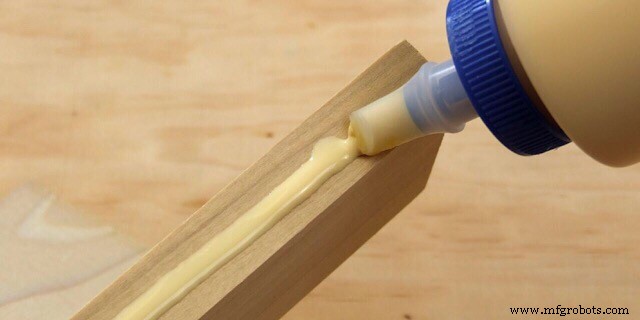
5.フォームテープと接着剤 非常に便利で使いやすいです。設計の変更を必要とせず、水から非常によく保護します。ただし、それらの主な問題は、最初の分解までしか使用できないことです。パーツを切り離してしまうと、接着剤は役に立たなくなり、残り物をこすり落とす必要があるため、後の組み立ての妨げにもなります。これらは、最終製品で溶接が使用されるラピッド プロトタイプ設計検証テストでよく使用されます。
防水エンクロージャ ラピッド プロトタイピング
これで、O リングを配置する場所、溶接する場所、パーツを接着する場所を選択しました。さて、大量生産の前に、実際の物理テストで設計の IP 規格を確認する必要があります。そのためには、迅速なプロトタイプの防水エンクロージャを製造する必要があります。プロトタイプの材料に応じて、それを行うための多くのテクニックがあります.
たとえば、小型のプラスチック エンクロージャと中型のエンクロージャを 3D プリント用に設定できます。機械工場での CNC 加工には、金属製の筐体設計が必要です。最後に、オーバーモールド設計またはプロトタイプ バッチは、高速射出成形で製造できます。これは、従来の成形と同様のプロセスですが、柔軟な金型設計が改善され、試作コストが大幅に削減されます。
プロトタイプを製造したら、テスト結果が可能な限り良好になるように慎重に組み立てることが重要です。テストに満足できない場合は、設計を見直して再製造する必要があります。ラピッド プロトタイピングは非常に柔軟で、変更されたプロトタイプをできるだけ早く受け取ることができるため、ここでも役立ちます。
CNCマシン