


CNC プログラム ブロック
この記事は初心者レベルの CNC 機械工向けではなく、CNC プログラミング スキルの復習として読むことができます。
cnc 旋盤、cnc ミル、cnc 研削盤などの cnc マシンで cnc プログラムを見ていると、共通の CNC プログラム ブロックに 1 つのことがわかります。
CNC プログラム ブロック
すべての cnc プログラムは、1 つまたは複数のツールの完全なツール パスを形成するために一緒に書かれた一連の多くの cnc プログラム ブロックです。 br/>すべての cnc プログラム ブロックは、cnc プログラムにいくつかの有用な情報を追加/変更/変更します。
ファナック CNC コントロール
CNC プログラム ブロックの構造
通常、cnc プログラム ブロックは次のように記述されます
N50 G01 X100 Y-50.02 F100 M08
上記の cnc プログラム ブロックでわかるように、これらはスペースで区切られた 6 つの単語です。
すべての単語は英数字のグループです。
すべての単語は上記の N、G、X、Y のような文字で始まります。 、F、M
残りの部分は、上記のように符号付き/符号なしの数値で構成され、50、01、100、–50.02、100、08 を返します
CNC プログラミング コマンド
これらの単語はどれも cnc プログラミングにおいて非常に重要な価値を持っています
これらの単語はコマンドまたは命令として見ることができます。たくさんのコマンドがあります。
CNC の cnc プログラムで一般的に見られる標準的なものもあります。機械制御。
CNC 機械と CNC 制御に依存するものもあり、CNC 制御ごとに異なります。
しかし本質的には、CNC 機械工は、少なくとも広く使用されているいくつかの CNC プログラム コマンドを知っている/理解している必要があります。 /P>
CNC プログラム ブロックのシーケンス番号 N
N50 – はシーケンス番号です。実際には、シリアル番号で書かれた多くのリストが表示されます。シリアル番号が与えられている理由は、タスクのように並べ替えや検索を簡単にするためです。
すべての cnc プログラム ブロックが同じようにcnc プログラム ブロックの検索、配置を容易にするためのシリアル番号が与えられます。
あなた (CNC 機械工) はそれらを使用する必要はありません。シーケンス番号 (N) を使用せずに cnc プログラムを作成することもできます。固定サイクル プログラミングでは、シーケンス番号がないとまったくプログラミングできないことがわかります (または、少なくとも 1 つまたは 2 つの cnc プログラム ブロック G71、G72 に番号を付ける必要があります)。
G コード プログラミング
次の単語は G01 です
先頭の G で始まるすべての cnc プログラム単語は G コードと呼ばれます。
G コードは広く使用されています/理解されている cnc 機械工は G コードなしでプログラミングを夢見ることさえできません(最新の cnc コントロールは他のプログラミング方法を提供しますが、それでも従来の G コード スタイルでプログラミングする方法を提供します)。
すべての G コードには非常に多くの機能とそれに関連する一連の操作があり、すべての G コードが機能していることを説明するのに完全な長さのチュートリアルが必要になる場合があります。 cnc プログラム内で使用します。
G01 は線形補間の G コードで、CNC 工作機械を制御された送りで特定の位置に移動させたいことを意味します (ツール送りの下を参照)
特定の位置と送り量を伝える必要があるため.
ポジショニング
N50 G01 X100 Y-50.02 F100 M08
(これは上記の cnc プログラム コードと同じです)
G01 の後に X100 が表示されます。
X は CNC マシンの軸を示します。
CNC 旋盤には通常、2 軸の X と Z があります
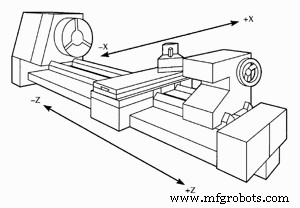
CNC 旋盤 X 軸、Z 軸
CNC フライス盤は、通常 3 軸 X、Y、Z を持っています
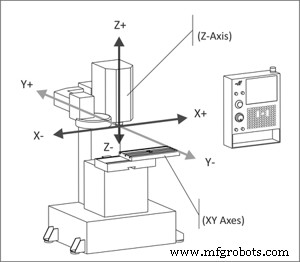
CNC ミル軸 X Y Z
X100 は、ツールを X 軸方向に 100 (mm またはインチは G コードで設定できます) 移動させることを意味します。
次に Y-50.02 が続きます。 –50.02 (mm またはインチ) Y 軸方向。
工具送り
ここで F100 F は Feed を表します。すべてのモーション コマンドには Feed を指定する必要があるため、指定された位置までその量の送りでツールを移動できます。
フィードは、1 分あたりのフィードまたは 1 回転あたりのフィードとして与えられます。
CNC プログラミングの M コード
M08 ここで M は M コード (Miscellaneous code) を表します。
M コードは主に cnc マシンの動作を制御するため、機械コードと考えるかもしれません。
多くの M コードが存在します。 M08 のようなすべての cnc マシン制御では、これは cnc マシンにクーラントを開くように命令するコードです (クーラント ON)。スピンドルを回転させるには M02 または M03 を使用してスピンドルを停止させます。
CNCマシン