


Fanuc G73 高速ペック ドリル サイクル – チップ ブレーク ドリル サイクル
ファナック G73 高速ペック掘削サイクル
Fanuc G73 高速ペック ドリリング サイクルは、高速ペック ドリリングを実行します。穴の切りくずを排出しながら、穴底まで断続的な切削送りを行います。 
Fanuc G73 高速ペック ドリル サイクルは、Fanuc G73 チップ ブレーク ドリル サイクルとも呼ばれます。 Fanuc G73 高速ペック掘削サイクルは、CNC フライス盤を備えた Fanuc コントロールで使用されます。
プログラミング
G73 X Y Z R Q F K
G73 はモーダル G コードであるため、キャンセルされるまで有効です。
パラメータ
| パラメータ | 説明 |
|---|---|
| X Y | 穴位置データ |
| Z | Z 深さ (R 面から Z 深さまで送ります) |
| R | 初期レベルからポイント R レベルまでの距離 (R 平面の位置) |
| Q | 各切削送りの切り込み深さ (各ペックの深さ) |
| F | 切削送り速度 |
| K | 繰り返し回数 (必要な場合) |
サイクル操作
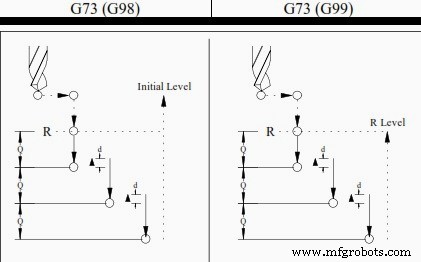
工具はインフィード Q のためにワークピースに食い込み、切りくずを破壊するために 1 mm 後退 (リトラクト) し、最終深さに到達するまで再びディップし、その後早送りでリトラクトします。 撤回 後退量はパラメータ 5114 で設定できます
G98 G99
G98 が有効な場合、Z 軸は 1 回の操作が完了すると開始位置 (初期平面) に戻ります。 G99 がアクティブな場合、固定サイクルが 1 つの穴を完了すると、Z 軸は R ポイント (平面) に戻ります。その後、マシンは次のホールに移動します。通常、G99 は最初の穴あけ操作に使用され、G98 は最後の穴あけ操作に使用されます
G73をキャンセル
ファナック G73 固定サイクルをキャンセルするには、G80 またはグループ 01 の G コードを使用します。グループ 01 の G コード G00 :位置決め(早送り) G01 :直線補間 G02 :円弧補間またはヘリカル補間(CW) G03 :円弧補間またはヘリカル補間(CCW)
プログラム例
次の Fanuc G73 Chip Break Drilling Cycle のサンプル コードは、G73 ドリル サイクルの使用方法と、G98 および G99 G コードを G73 サイクルで使用する方法を示しています。
M3 S2000 G90 G99 G73 X300. Y–250. Z–150. R–100. Q15. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
CNCマシン
- 高速ファナック ピッキング ロボット
- CNC Fanuc G73 パターン繰り返しサイクル CNC プログラム例
- Fanuc G74 ペック ドリル サイクルによる単純な CNC 旋盤ドリル
- CNC Fanuc G73 パターン繰り返しサイクル
- G74 ペック穴あけサイクルによる端面溝入れ CNC プログラミング チュートリアル
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- Fanuc G84 リジッド ペック タッピング サイクル
- G83 ペック掘削サイクルの例
- Haas CNC 用 G83 ペック ドリリング サイクル (深穴)
- Fanuc 向け G83 ペック ドリリング サイクル (深穴)
- Fanuc G73 パターン繰り返しサイクル CNC プログラム サンプル コード