


Haas CNC 用 G83 ペック ドリリング サイクル (深穴)
G83 深穴ペックドリル 缶詰サイクルの説明
G83 ペック ドリリング サイクル G コードはモーダルなので、X 軸および/または Y 軸の移動ごとにアクティブ化され、その位置まで高速で移動し、この固定サイクル (ドリリング) がキャンセルされるまで (G80) 再度実行されます。 .
Haas CNC 制御用 G83 ペックドリルサイクル
G83 ペック掘削サイクル
Haas CNC 制御により、深穴ペック ドリリング (G83) を処理する際の柔軟性が向上します。
Haas CNC には、G83 深穴ペック ドリリング サイクルの 2 つのフォーマットがあります。
最初の広く使用されているものは、以下に示すようにファナック CNC 制御形式に似ています
この G83 穴あけサイクル形式については、ここで簡単に説明します。ファナック用の G83 ペック穴あけサイクル (深穴)
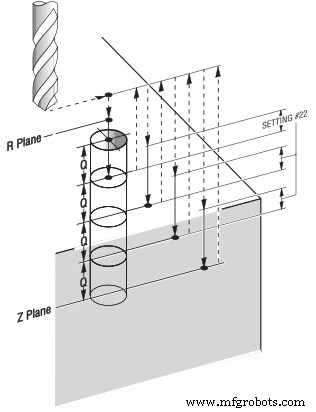
G83 ペック掘削サイクル フォーマット
G83 X_ Y_ Z_ R_ Q_ F_;
X Y – 穴位置データ
Z – Z 深さ (R 平面から始まる Z 深さへの送り)
R – R 平面の位置
/>Q – 各切削送りの切削深さ (各ペックの深さ)
F – 切削送り速度
Haas CNC G83 深穴ペック ドリリング サイクルの 2 番目の形式は次のとおりです
G83 Peck Drilling 固定サイクル形式 – I J K オプション
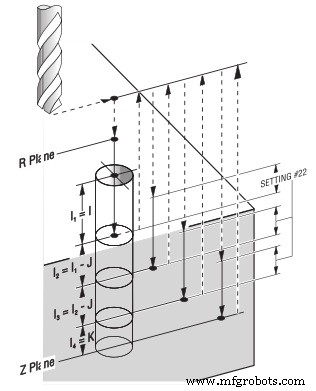
I J K オプション付き G83 ペックドリルサイクル
G83 X_ Y_ Z_ I_ J_ K_ R_ F_;
X Y – 穴位置データ
Z – Z 深さ (R 面から Z 深さまで送り)
R – R 面の位置
I – 最初の切削深さのサイズ
J – パスごとに切削深さを減らす量
K – 最小切削深さ
F – 切削送り速度
最初のパスはI だけ切り込みを入れると、後続の各切り込みは量 J だけ減り、最小切り込み深さは K です。
Haas CNC G83 深穴ペック ドリル サイクル設定
設定 22 – ツールが穴の奥深くまで突っ込むと、各突っ込みで R 平面に急速に移動し、前の突っ込みによって作成された穴の底から一定の指定された距離に戻ります。指定された距離は、設定 22 で定義されます。
CNCマシン
- ドリフトのない深穴掘削
- 深穴加工用の工具安定性ソリューション
- CNC サービスによる高度な穴加工技術
- Fanuc G74 ペック ドリル サイクルによる単純な CNC 旋盤ドリル
- 旋盤用の直感的なプログラミング システムのウォークスルー – Haas CNC
- G74 ペック穴あけサイクルによる端面溝入れ CNC プログラミング チュートリアル
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- Haas CNC でのチップブレーカまたはペック タッピングによる深穴タッピング
- ECS G83/r 切りくず処理サイクルのドウェルによる深穴加工
- ECS G83 クリアリング サイクルによる深堀り