


Sinumerik コントロールを使用した Hermle UWF 851 CNC ミルのワーク オフセット設定
この記事では、Siemens Sinumerik CNC コントロールを使用した Hermle UWF 851 CNC ミルでのワーク オフセット設定のプロセス全体について簡単に説明します。

SINUMERIK 810 CNC コントロールを搭載した Hermle UWF 851 CNC ミル
深さ 5 ~ 10 mm の万力でジョブを保持します。
フライスの準備
ツールホルダー締め付け治具を使用して、ツールホルダーに Ø 12 mm のカッターを締め付けます (つかみます)。
同じツールホルダーを左手に持ち、ツールチェンジボタンを押して、ツールホルダーの右側にあるツールチェンジ機構を開きます。 cnc フライス盤ヘッド。
ツール ホルダーをマシン ヘッドに配置し、上方に押し上げ、もう一方の手でツール交換ボタンの横にあるツール交換ボタンを閉じるを押します。
Jog Mod を選択し、> (次のページボタン) を押して Over Store ページを見つけます。 Over Store ページを選択します。
S =450 (速度 rmp) と M =03 (回転 CW) を入力します。
Cycle Start ボタンを押します。スピンドルが回転を開始します。
Incremental Mod を選択します。この Mod では、1 (0.001 mm)、10 (0.01 mm)、および 100 (0.1 mm) のキャリブレーションをハンド ホイールの使用に設定できます。
X、Y、Z、C などの軸-軸はキーパッド領域から選択できます。
ワーク オフセット設定 X 軸
100 (0.1) キャリブレーションを選択し、X を押してアクティブな X 軸に移動します。
ハンド ホイールを使用して、下の図に示す側 (X 軸) でカッターをジョブに近づけます。
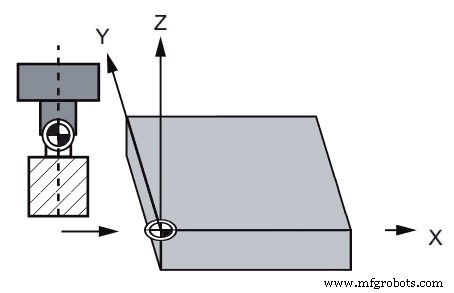
X 軸のワークオフセット設定
カッターにある程度の深さ (5 ~ 10 mm) を与えます。
再び X 軸に移動し、ジョブとカッターの間のギャップが見えないほど十分に近づいたら、インクリメンタル Mod キャリブレーションを 10 に減らします ( 0.01 mm)、カッターとジョブの間に 1 枚の紙を置きます。
ゆっくりと動かし続けます。あるポイントで紙をカットするとそこで止まります。これがオフセット設定に必要な軸位置の値です。
Zero Offset に X 軸の値を入力
[Setting Data] タブ ページを押してから [Zero Offset] タブ ページを押して、CNC 制御画面に [Zero Offset] ページを表示します。
上記の手順で取得した X 軸の値を [Zero Offset] に配置します (G54 X =………… …….).
ワーク オフセット設定 Y 軸
100 (0.1 mm) Incremental Mod を選択します。 Z 軸を選択して、カッターを上向きにします。
Y 軸を選択して、カッターを下の図に示す側に移動します。
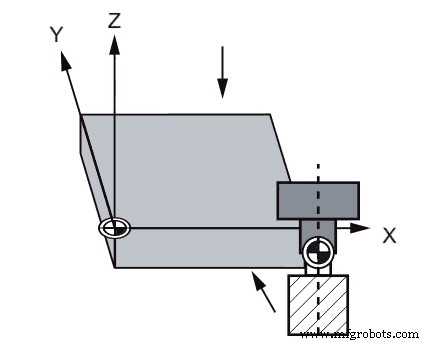
ワークオフセット設定 Y 軸
Z 軸を選択して、5 ~ 10 mm のカッターの深さを設定します。
Y 軸を選択して、ジョブに近づけます。
ジョブとマシンの間のギャップが見えないほど十分に近づくと、カッター、インクリメンタル Mod キャリブレーションを 10 (0.01 mm) に減らし、カッターとジョブの間に紙を置きます。
ゆっくりと動かし続けてください。ある時点で紙が切れます。これが、ゼロ オフセット設定に使用される Y 軸の位置です。
Zero Offset に Y 軸の値を入力
[Setting Data] タブ ページを押してから [Zero Offset] タブ ページを押して、[Zero Offset] ページを表示します。上記の手順で取得した Y 軸の値を次のように入力します。 Z 軸を選択して、カッターをさらに上向きにします。
まだ終わっていません…
上記の手順が完了した後、プログラムが自動モードで実行されると、カッターは以下に示すポイントで (G00 X0 Y0) 作業を開始しますが、これは間違っています。
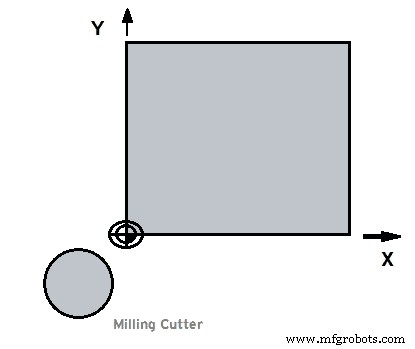
ワークオフセット設定ツールの位置が正しくありません
最後のステップ
私たちが望むのは、ジョブの開始点のちょうど上にある中間点でカッターが開始することです。ここで、2 つの側面 (値は上記で測定) が交わります。計算されました。図を参照してください。
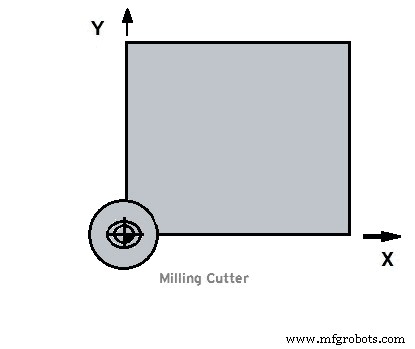
ワークオフセット設定ツールの正しい位置
カッターの位置を修正するために、X 軸から 6 mm のカッター半径 (当社のカッターは Ø12 mm であるため) を差し引き、Y 軸のゼロ オフセット X、Y 値に 6 mm を追加します。
CNCマシン