


G41 カッター半径補正左の CNC ミル プログラム
G41 Cutter Radius Compensation Left がどのように機能するかを示す CNC ミリング プログラミング サンプル コードと図面 cnc ミル プログラムで使用されます。
CNC ミル プログラム (G41 カッター半径補正左)
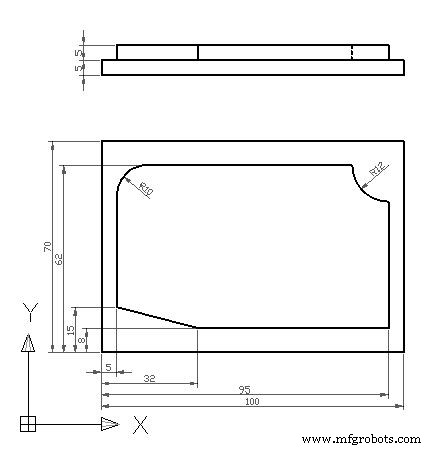
G41Cutter Radius Compensation Left を使用した CNC Mill プログラム
N10 T2 M3 S447 F80 N20 G0 X112 Y-2 N30 Z-5 N40 G41 N50 G1 X95 Y8 M8 N60 X32 N70 X5 Y15 N80 Y52 N90 G2 X15 Y62 I10 J0 N100 G1 X83 N110 G3 X95 Y50 I12 J0 N120 G1 Y-12 N130 G40 N140 G0 Z100 M9 N150 X150 Y150 N160 M30
CNCマシン
- CNCフライス盤で工具径補正を行う前に考慮すべき3つの重要な要素
- マシンの CNC でロボットをプログラミング
- Fanuc G20 の CNC プログラム例によるインチ単位の測定
- G01 を使用した面取りと半径のプログラム例
- CNC プログラム例による Haas CNC M97 ローカル サブプログラム呼び出し
- CNC プログラム ブロック
- フル サークル CNC プログラム サンプル コードのミル方法
- Sinumerik コントロールを使用した Hermle UWF 851 CNC ミルのワーク オフセット設定
- Sinumerik 810 CNC ミル半径/面取りプログラムの例
- G41 G40 カッター半径補正 CNC ミル プログラムの例
- CNC プログラミングの基礎 – サンプル プログラム コードによるチュートリアル