


G41 G40 カッター半径補正 CNC ミル プログラムの例
カッター半径補正のサンプル プログラムは、CNC ミル プログラムで G41、G40 を使用する方法を示しています。
このプログラムで使用されるカッター補正コードは、
- G41 カッター半径補正左
- G40 カッター半径補正キャンセル
カッター半径補正の例
G41 G40 カッター半径補正の例
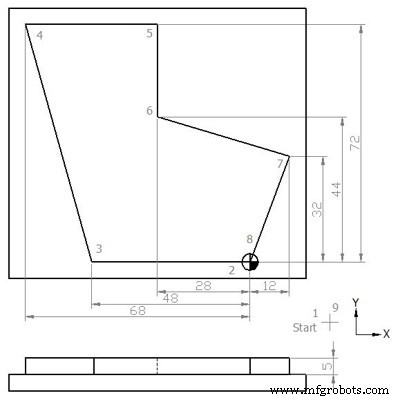
N5 G00 G54 G64 G90 G17 X20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G41 X0 Y0 N40 X-48 N45 X-68 Y72 N50 X-28 N55 Y44 N60 X12 Y32 N65 X0 Y0 N70 G40 X20 Y-20 N75 G00 Z50 N80 Y100 N85 M30
完成部品
機械加工プロセスの完了後、コンポーネントは次のようになります
カッター半径補正の例 完成品
CNC Gコードの説明
G00 :早送り。
G54 :ゼロオフセットNo. 1.
G64 :連続パス モード。
G90 :絶対寸法システム。
G17 :X-Y プランの選択。
G41 :カッター半径補正の有効化 (左側の移動)
G40 :カッター半径補正無効
S :スピンドル速度
F :軸モーション フィード
M :カッター回転 (3=時計回り、4=反時計回り)
D :工具オフセット番号
CNCマシン
- ファナック CNC プログラム例
- CNC G81 ドリル サイクル プログラムの例
- CNC プログラム例のスロット ミリング
- G84 タッピング サイクルの CNC プログラムの例
- フル サークル CNC プログラム サンプル コードのミル方法
- Sinumerik 810 CNC ミル半径/面取りプログラムの例
- Sinumerik 810 プログラミング例 CNC ミル
- G41 カッター半径補正左の CNC ミル プログラム
- G2 I &J CNC プログラム例を使用したミリング アーク
- CNC Mill プログラミング例
- CNC Mill サンプル プログラム G01 G02 G03 G90 G91