


Fanuc G68 座標回転 – サブプログラムの例
サブプログラムでファナック G68 座標回転 g コードを使用して、その機能を最大限に活用する方法を示す CNC プログラムのサンプル コード。
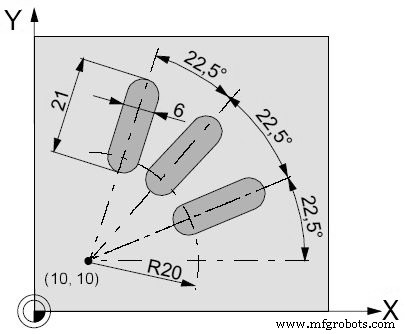
G68 座標回転の例
メインプログラム
N5 G54 N10 G43 T10 H10 M6 N15 S2000 M3 F300 M98 P030100 ; Subprogram call N25 G0 Z50 N30 M30
サブプログラム
O0100 N10 G91 G68 X10 Y10 R22.5 N15 G90 X30 Y10 Z5 N20 G1 Z-2 N25 X45 N30 G0 Z5 N35 M17
CNCマシン
- Fanuc G75 溝入れサイクル CNC プログラム例
- ファナック CNC プログラム例
- Fanuc G20 の CNC プログラム例によるインチ単位の測定
- Fanuc CNC Lathe のプログラミング例
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- Fanuc G94 フェーシング サイクル CNC サンプル プログラム
- Fanuc G72 Facing Canned Cycle サンプル プログラム
- サンプル プログラム例 Fanuc G72 Facing Cycle Single-line-format
- Fanuc G68 座標回転プログラムの例
- Fanuc G68 座標回転
- ファナック G コード リスト