


Fanuc G15 G16 極座標補間の終了/開始
G15 極座標補間を終了
G15 極座標補間を終了
プログラミング
G15
G16 極座標補間を開始
G16 極座標補間を開始
プログラミング
G16
G16 ポイントと G15 ポイントの間は極座標で定義できます。
極座標をプログラムできる平面の選択は、G17 ~ G19 で行われます。
最初の軸のアドレスで半径がプログラムされます。
2 番目の軸のアドレスで角度がプログラムされます。
両方ともワークピースの原点に関連しています。
例
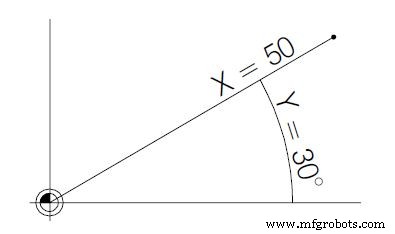
N75 G17 G16 N80 G01 X50 Z30 first axis: radius X=50 second axis: angle Y=30
CNCマシン