


Fanuc G94 フェーシング サイクル CNC サンプル プログラム
ファナック G94 ワンパスフェイシングサイクル
Fanuc G94 G コードは粗面加工に使用されます。
Fanuc G94 フェーシング サイクルは単純なフェーシング (1 パス フェーシング) に使用されますが、追加パスの Z 軸位置を指定することで複数のパスが可能です。
関連:Fanuc G72 Facing Canned Cycle
Fanuc G94 フェーシング サイクルは、プログラムと使用が非常に簡単です。 G94 G コード パラメータについては、以下で説明します。
G94 X… Z…
X:X 軸の終点。
Z:Z 軸の終点。
ファナック G94 フェーシング サイクルを使用した CNC プログラム コード
Fanuc G94 フェーシング サイクル CNC サンプル プログラム
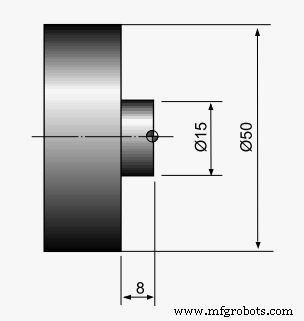
N10 G50 S2500 N20 G96 S180 M03 N30 T0100 N40 G00 X55.0 Z2.0 T0101 N50 G94 X15.0 Z-2.0 F0.2 N60 Z-4.0 N70 Z-6.0 N80 Z-8.0 N90 G00 X200.0 Z200.0 T0100 N95 M30
ファナック G94 フェーシング サイクルを使用した CNC プログラム コードの説明
N40 :ツールの開始位置を示します。
N50 :G94 フェーシング サイクルの x と z の値は、フェーシング カットの宛先値です。
N60 :G94 はモーダル G コードです。 「モーダル」G コードは、取り消されるか矛盾する G コードに置き換えられるまで有効であることを意味します。これは、G00、G01 などの別のモーション コマンドが与えられるまで、G90 回転サイクルがアクティブなままであることを意味します
しかし、CNC プログラム ブロック N60 が z 軸の値のみを表示していることがわかります。つまり、G94 フェーシング サイクルが引き続き機能し、G94 フェーシング サイクルが 2 番目のフェーシング カットを行い、その x 軸の値はそのままです。同じですが、z 軸の値は -4.0 になります
N70 :3 番目のフェーシング カットは -6.0 で行われます
N80 :4 回目のカットは -8.0 で行われます
N90 :この cnc プログラム ブロックは、G00 である G94 の矛盾する G コードを示しているため、Fanuc G94 フェーシング サイクルが終了したことを意味します。ツールは急速に x200 z200 に移行します。
CNCマシン
- CNC Fanuc G76 ねじ切りサイクル
- Fanuc G75 溝入れサイクル CNC プログラム例
- CNC Fanuc G73 パターン繰り返しサイクル CNC プログラム例
- CNC Fanuc G72 Canned Cycle Facing
- CNC Fanuc G75 溝入れサイクル
- ファナック CNC プログラム例
- Fanuc G20 の CNC プログラム例によるインチ単位の測定
- ファナック G コード リスト
- CNC Fanuc G92 ねじ切りサイクル
- Fanuc CNC Lathe のプログラミング例
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード