


Haas G00 ラピッド モーション ポジショニング – Haas Lathe
Haas G00 ラピッド モーション ポジショニング – Haas Lathe
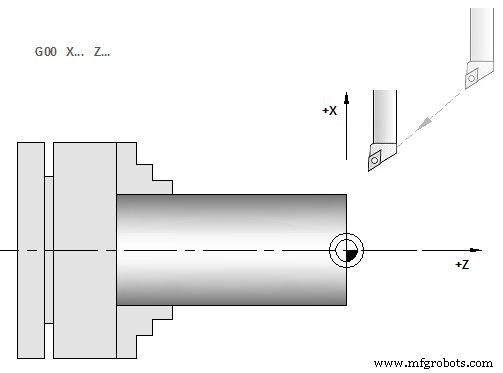
G00 G コードは、機械の軸を最高速度で移動するために使用されます。 G00 は主に、各送り (切断) コマンドの前に機械を所定の位置にすばやく配置するために使用されます (すべての移動は最高速で行われます)。
プログラミング
G00 X... Y... Z... U... W... C... B...
パラメータ
| パラメータ | 説明 |
|---|---|
| X… Y… Z… U… W… C… B… | ハース旋盤軸 |
G コード データ
| モーダル/非モーダル | Gコードグループ |
|---|---|
| モーダル | 01 |
G00 G コードはモーダルであるため、G00 を持つブロックは、別のグループ 01 コードが指定されるまで、後続のすべてのブロックを急速に動かします。
操作手順
プログラミング上の注意:一般に、急速な動きは直線ではありません。指定された各軸は同じ速度で移動しますが、すべての軸が同時に動作を完了するとは限りません。機械は次のコマンドを開始する前に、すべての動作が完了するまで待機します。
プログラミング例
G00 Z1. X2.85
G00 G41 X1.5 Z-2.125
G00 B-19.(Position secondary spindle in position for machining)
G00 C90. (ROTATE C AXIS TO 90 DEGREES)
M154 (Engage C-axis) G00 G54 X6. C0. Y0. Z1. G00 X3.25 Z0.25 G00 Z-0.75 G97 P1500 M133
G00 G53 X0 M09
% O0010 (MACRO G74) G50 S2000 G97 S1000 M03 T100 G00 T101 #24 = 1.3 (X MINOR DIAMETER) #26 = 0.14 (Z DEPTH) #23 = 0.275 (X GROOVE WIDTH) #20 = 0.125 (TOOL WIDTH) #22 = -0.95 (Z START POSITION) #6 = -1. (ACTUAL Z FACE) #9 = 0.003 (FEED RATE IPR) G00 X [ #24 + [ #23 * 2 ] - [ 20 * 2 ] ] Z#126 G74 U - [ [#23 - #20 ] * 2 ] W - [ #26 + ABS [ #6 - #22 ] ] K [ #20 * 0.75 ] I [ #20 * 0.9 ] F#9 G00 X0 Z0 T100 M30 %
CNCマシン