


Mazak G01.1 C 軸補間によるねじ切りの例
提出者:機械工
描画/画像
CNC プログラム
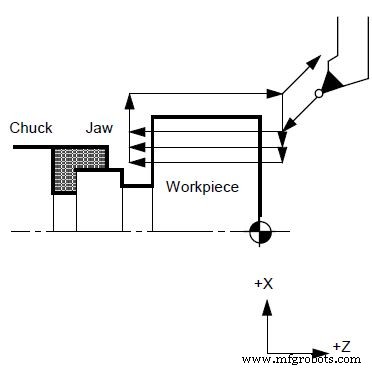
/*MAZATROL MATRIX For INTEGREX IV Programming EIA/ISO Mazak G01.1 command in the milling mode enables a simultaneous interpolation on the C-axis and the X- and/or the Z-axis for straight, tapered or scrolled thread cutting of constant leads. Programming format G01.1 Zz/Ww Xx/Uu Ff Ss; Where Zz, Ww, Xx, Uu: Thread ending point addresses and coordinates (mm or in.) Ff: Lead of long axis (axis of which moving distance is the longest) direction Ss: Rotational speed of C-axis (rpm) Set parameter F111 bit 3 to select the direction of C-axis rotation: F111 bit 3 = 0 : Normal rotation of C-axis 1 : Reversed rotation of C-axis */ G98 G97; G28 U0 W0; T001T000 M06; G50 X300. Z100.; M200; G00 X100. Z2. C0.; G01.1 W-100. F2. S400;(2 mm lead and 400 rpm) G00 U10.; W100. C0.; U-11.; G01.1 W-100. F2. S400;(2 mm lead and 400 rpm) G00 U11.; W100. C0.; G00 U-12.; G01.1 W-100. F2. S400;(2 mm lead and 400 rpm) G00 U12.; W100.; G28 U0 W0.; M202; M30;
CNCマシン
- 初心者向け CNC プログラミング シンプルな CNC プログラミングの例
- Fanuc G76 ねじ切りサイクルによるテーパーねじ切り
- ファナック CNC プログラム例
- CNC 旋盤のプログラミング例
- Fanuc G21 CNC Lathe プログラミング例を使用したミリ単位の測定
- G02 G03 G コード円弧補間サンプル プログラム
- G32 によるテーパーねじ切り CNC プログラミング例
- CNC プログラミング例 G92 テーパーねじ切りサイクル
- G92 ねじ切りサイクルによるテーパーねじ切り
- Haas CNC のライブ ツーリングを使用した C 軸旋盤のプログラミング例
- Sinumerik 802D sl ねじ切り CYCLE97 の例