


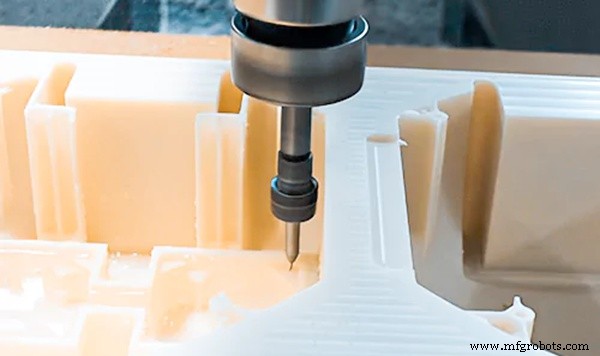
CNC フライス加工されたプラスチック部品の遅延変形の管理:原因、診断、予防
加工後は見た目が良くても、後で変化する

金属とは異なり、プラスチックは本質的に剛性が高くなく、寸法安定性もありません。これらは明確な時間依存の応答を示し、加工後も長期間にわたって現れる可能性があります。
CNC 切断中、部品は一時的な平衡状態にある場合があります。
- 切断中、固定具が材料を所定の位置に保持します。
- 加工が終了すると、外部制約が解除されます。
- 時間の経過とともに、内部応力が再分散され始めます。
その結果、外力がない場合でも、パーツは自然に徐々に変形する可能性があります。
この寸法変化は通常、次の 3 つの形式で現れます。
- 反り
- 寸法の収縮または膨張
- 局所的なねじり変形
変形が後で現れるのはなぜですか?
プラスチック部品は加工後も最初の形状を維持することがよくありますが、その後数時間または数日かけて変化するだけです。
1.残留応力の解放
残留応力は 2 つの主な原因から発生します。1 つは材料自体の製造履歴 (射出成形や押し出しなど)、もう 1 つは工具圧力と摩擦によって引き起こされる表面応力を導入する機械加工プロセス自体です。
CNC 切断中:
- 素材はローカルに削除されます。
- 本来のストレスバランスが崩れている。
- 内部構造は制約を失います。
ただし、残った応力はすぐには解消されません。代わりに、材料は応力緩和プロセスを経て、数時間または数日かけて分子鎖がゆっくりと移動し、新しい平衡に向けて再配置されます。一般的な結果には、反り、ねじれ、または局所的な寸法のずれが含まれます。
2.分子鎖「メモリー効果」
ポリマーは長鎖分子です。高速 CNC 切断では、バネを伸ばすのと同じように、加工面付近でチェーンが伸びたり、向きが変わったり、部分的に切れたりする可能性があります。加工直後はチェーンが完全に反応していないため、パーツは一時的にその形状を保持します。時間が経過し、温度が変動すると、チェーンは徐々に元のカールした状態に戻り、収縮や変形が発生します。
3.熱膨張の後遺症
適切に冷却したとしても、切断ゾーンの温度は POM の融点または PMMA のガラス転移温度に近づく可能性があります。加工直後の部品の温度分布は不均一になることがよくあります。室温まで完全に冷えると (場合によっては数時間かかることもあります)、特に熱の放散が遅い厚肉パーツでは寸法変化が発生することがあります。
4.吸湿による体積変化
PA などの吸湿性プラスチックは空気中の湿気を吸収します。機械加工後、湿気が徐々に材料に浸透し、分子間隔が変化し、部品がわずかに膨張します。不均一な吸収(表面では速く、内部では遅く)により歪みの差が生じ、最終的には変形につながる可能性があります。
5.加工およびクランプ応力の解放
加工中、部品は大きな力でクランプされます。治具の拘束により実際の変形が隠蔽される可能性があり、切断により追加の残留応力が発生する可能性があります。部品が取り外されると、応力が再分散され、構造が反発し、寸法が変化します。薄肉部品や大きく平らな構造物は特に脆弱です。
解決策:遅れた変形を制御するにはどうすればよいですか?
目標は、変形を完全に排除することではなく、応力解放の経路と速度を管理することです。
1.低応力材料または安定化グレードを選択する
内部応力が最小限の材料、または次のような安定化処理が施された材料を優先します。
- アニールされた POM
- 安定化された PA
- 低ストレス PC グレード
材料固有の安定性によって、潜在的な変形の上限が大きく決まります。
2.対称的な段階的な加工を採用
片側のみから大量の材料を除去しないでください。代わりに、両面でバランスの取れた機械加工を使用し、層ごとに材料を除去し、全体の剛性が突然失われるのを避けてください。これらのアプローチにより、突然のストレス解放が軽減されます。
3.荒加工後に応力が安定するまでの時間を考慮します
荒切削後、仕上げ作業を行う前に部品を室温で 12 ~ 24 時間放置します。このステップにより、納品後の寸法のずれを大幅に軽減できます。
4.切削熱と加工応力の制御
次の方法でパラメータを最適化します。
- 浅い切り込みで高い主軸速度を使用する
- 鈍いツールは避ける
- 切断温度の上昇を監視し、制限する
これらの対策により、加工中に発生する二次応力が最小限に抑えられます。
5.吸湿性素材の湿度管理
PA および類似のプラスチックの場合:
- 部品を湿度管理された場所に保管する
- 必要に応じて湿気を調整します。
- 機械加工したばかりの部品を高湿度の環境にさらさないようにしてください。
適切な水分管理により、寸法安定性が大幅に向上します。
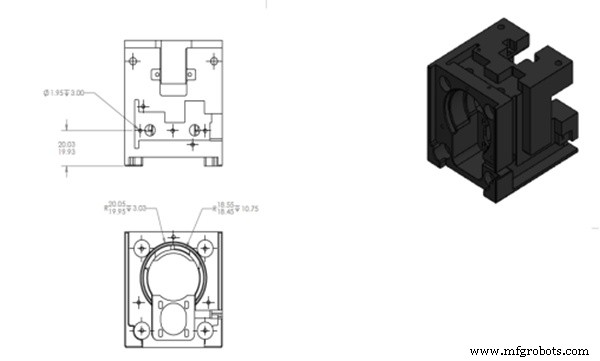
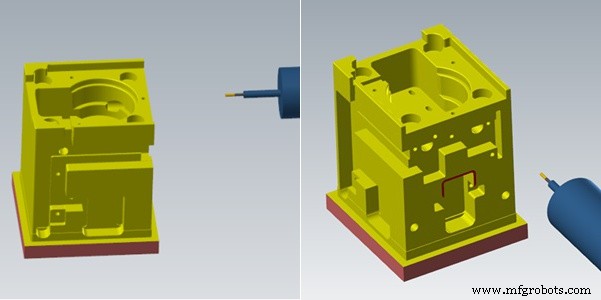
ケーススタディ:POM 構造コンポーネントの遅延変形
自動化機器の構造部品には厳しい公差が必要です:
- 素材:ブラック POM
- サイズ:66×66×72mm
- 許容範囲:ISO2768‑MK
- 特徴:深いキャビティと複数の穴の位置を備えた平らな表面
- 用途:アセンブリの精密位置決め
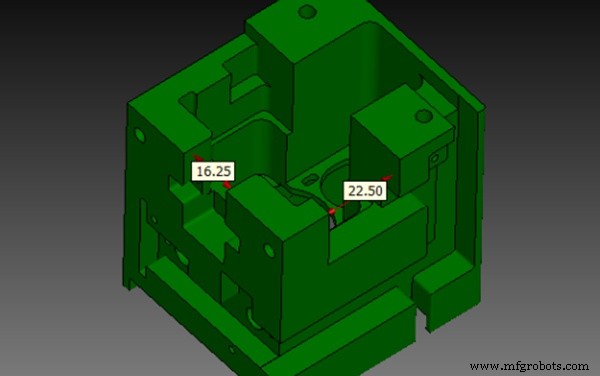
初期状況
加工直後の検査で次のことが判明しました:
- 平坦性は要件を満たしました
- 穴の位置精度は許容範囲内です。
- 納品時に異常はありませんでした。
ただし、24 時間後:
- 開口部の構造が内側に 0.2 mm 縮小しました。
- 組み立て中に穴の位置がずれました。
- バッチの一貫性が不安定になりました。
最初の試行 (無効)
エンジニアリング チームは最初にツールの問題を疑い、次のことを試みました。
- 切削工具の交換
- 送り速度を下げる。
- フィニッシュパスを増やす
これらの調整にもかかわらず、変形は 24 時間後も持続しました。
根本原因の分析
さらなる調査で判明したこと:
- 原材料の残留内部応力。
- 片側のみからの大量の材料の除去
- 加工中の治具クランプによって隠れた変形。
実際、機械加工は応力を除去するのではなく、変形を一時的に抑制するだけです。
最終的な最適化戦略
プロセスの変更が含まれます:
- 両面の段階的な加工に切り替える
- 荒加工後に 24 時間の休憩を許可する
- 仕上げ加工中に浅い切り込み深さを使用する
- 検査前の最終安定期間を追加する
最終検査は、部品が温度と湿度が管理された環境で安定した後にのみ実行されました。
最終結果
最適化後の結果:
- 遅延変形がほぼ解消されました。
- 平面度は 0.1mm 以内を維持しました。
- バッチの一貫性が大幅に向上しました。
結論
CNC 加工されたプラスチック部品の遅延変形は、基本的には加工精度の問題ではなく、時間依存の応力緩和プロセスです。最も効果的な軽減策は以下を組み合わせたものです。
- 素材の選択は慎重に行ってください。
- 最適化された加工戦略
- ストレスを解放するタイミングを制御する
目的は、最終仕上げまたは検査前に応力を解放し、納品後の寸法変化を防ぐことです。
WayKen は、複雑な形状と厳しい公差を備えた精密部品向けに、プロフェッショナルなプラスチック CNC 加工サービスを提供しています。最適化されたプロセス、応力制御戦略、厳格な品質検査を通じて、当社は寸法安定性を向上させ、遅延変形のリスクを軽減します。
CNCマシン
- 円補間の概念とプログラミング パート 5 (例)
- ヘリカルソリューションのNplusコーティングの利点
- CNC と手動機械:どちらがあなたのビジネスに適していますか?
- CNCマシニストクラフト
- オーストラリアのお客様からの貴重なフィードバック
- セントロイド M コード – CNC ミル (M シリーズ)
- 認定資格は本当に重要ですか?
- Blue Elephant CNC:ブリッジソーとネスティングマシンのカナダのレビュー
- Siemens Sinumerik HOLES1 穴の列 – 掘削パターン サイクル
- 無料のピクサースタイルのペンギン DXF ファイル – メタルウォールアートに風変わりな魅力を加えましょう
- Heidenhain 会話型 CNC プログラム サンプルの完成