


13 第 4 章:帯のこ
目的
この単元を完了すると、次のことができるようになります:
- 帯のこを見分ける。
- 安全規則を理解する
- 水平バンドソーの操作について説明する
- 縦型バンドソーの操作について説明する
- チョップソーについて説明してください。
- 鋸刃の選択について説明する
- 歯のセットについて説明してください。
- バイスの装填について説明する
- 潤滑について説明してください。
帯のこ
市販されている帯鋸には、横型帯鋸と縦型帯鋸の 2 種類があります。帯鋸はどの機械工場でもかなり一般的になっており、使用するのに特別なスキルは必要ありません。ただし、関連する作業の性質を考慮すると、バンドソーを使用する際には、機器に慣れ、いくつかの簡単な手順に従うことが重要です。縦型帯鋸を安全に使用するための簡単な手順を次に示します。
ステップ 1:安全
あらゆる種類の電動工具を取り扱う前に、安全ゴーグル、手袋、およびその他の関連する安全装備を着用することが重要です。のこぎりの刃に引っかかる可能性があるため、ゆったりとした衣服は最小限に抑えるようにしてください。
ステップ 2:マシンを理解する
ほとんどの帯鋸盤には可変速度が付属していますが、速度が 1 つしかない場合は問題ありません。マシンの前に立っている場合、通常、電源スイッチと速度インジケーターはマシンの左側にあります。トランスミッションのシフトレバーと可変速コントロールは、機械の後ろに配置されます。前面の傾斜テーブルにより、切断対象物を簡単に移動できます。ブレードの上部にある送風機は、粒子があなたに向かってではなく、あなたから吹き飛ばされるようにします。
ステップ 3:測定
切断する必要があるオブジェクトに測定値をマークします。カットしようとしているサイズがマシンに収まることを確認してください。これは、直線カットとは対照的に、あらゆる輪郭ソーイングにとってより重要です。直線を切断するときは、オブジェクトの幅がブレードと機械のコラムの間の距離を増やさないようにしてください。輪郭をカットする場合は、オブジェクトがコラムとブレードの間の隙間を全方向に通過できることを確認してください。そうでない場合は、マシンを使用する前に余分なオブジェクトを切り取ってください。
ステップ 4:速度を設定する
切断する材料の種類によって、のこぎりの速度はそれに応じて異なります。一般的な経験則では、柔らかい素材には速い速度を使用し、硬い素材には比較的遅い速度を使用します。マシンの電源を入れたら、電源が入り、作業速度に落ち着くまで数秒待ちます。
ステップ 5:給餌
対象物に印を付けて速度を設定したら、対象物を機械に通す準備が整います。使用している機械のタイプに応じて、オブジェクトは手動または電動フィーダーを使用して供給することができます。対象物を供給する前、およびマシンの電源を入れる前でも、刃の歯がどちら側を向いているかを確認してください。これは、オブジェクトをフィードする側です。
手動で対象物を供給する場合は、ブレードの邪魔にならないように手を離してください。電動フィーダーを使用している場合は、機械の可動部分に巻き込まれないようにしてください。対象物をしっかりとつかみ、切断線を刃に合わせ、刃の経路から手を離し、帯鋸刃の線に対象物を押し込みます。オブジェクトを切断したら、機械から物品を取り出し、機械の電源を切ります。
安全
<オール>2. マシンを使用する前に、ブレードが正しく調整され、ドアが閉じていることを確認してください。
3. 切断する材料の厚さに適した刃を使用してください。材料の厚さに対して少なくとも 3 つの歯が必要です。
4. 特定の材料の推奨速度よりも速くマシンを実行しないでください。
5. のこ刃が材料を切るのに十分なほど鋭いことを確認してください。
6. 操作前にすべてのガードを所定の位置に調整します。上部ガイド/ガード アセンブリは、ワークピースの ¼ インチ以内に配置する必要があります。
7. 切断を開始する前に、ワークピースがテーブル上で平らであることを確認してください。
8. ブレードが最高速度に達するまで、切断を開始しないでください。
9. 手と刃の間に安全な距離を保ってください。
10. ピースをカットするときは、適切な量の力を使用してください。
11. イレギュラーな株や小さい株を押すときは、板や押し棒を使う。
12. 細い破片がスロットを詰まらせたり、インサートのスロットの端にぶつかったりしないように注意してください。
13. ブレードが固着した場合は、電源コードを抜いて機械の電源を切り、完全に停止するまで待ってから、ワークピースからブレードを取り外そうとします。ブレード バインディングは、のこぎりの刃が加工物に引っかかってしまうことです。
14. 機械が完全に停止するまで調整を行わないでください。
15. バンドが破損した場合は、プラグを抜き、機械が完全に停止するまで機械から離れてください。すぐにインストラクターに連絡してください。
16. 切りくずが大量に溜まらないように、機械を停止した後、余分な切りくずをブラシまたはウエスで取り除きます。
17. ワークスペースを離れる前に、マシンの電源がオフになっており、きれいになっていることを確認してください。
水平バンドソー
万力の調整
ローディング バイス
<オール>2.バイスは固定しないと手で動かせます。バイスを動かすにはある程度の力が必要な場合があります。バイスが動かない場合は、ハンドルを少し緩めると問題が解決します。
3. 加工中にワークピースが飛び出さないように固定してください。
4. ワークピースが 1 つだけでなく、複数の刃で切断されていることを確認してください。
回転バイス
<オール>2. 角度を変更するには、カッティング ヘッドを持ち上げて、下の図に示すようにボルトを調整します。
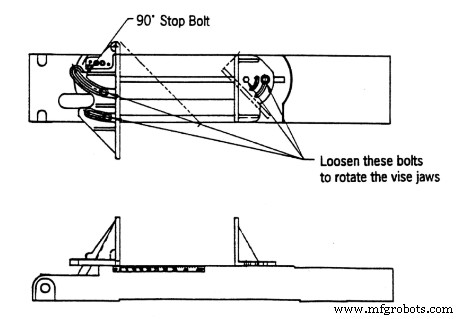
3. 切断する前に、ボルトを締めてジョーを元の位置に戻します。
4. バイスを 45 度完全に回転させると、ストックの最大サイズは 8 インチの円形と 8 インチの正方形になります。
手順
<オール>2.ストックをバイスの内側に取り付けて締めます。
3.ブレードを損傷する可能性があるため、薄くて垂直な部分をカットしないでください。
4.水平帯鋸で大きな平らな部分を切断しないでください。これらのピースを縦型バンドソーでカットしてください。
5.ストックをクリアするようにブレードホルダーを調整します。
6.必要に応じてクーラントまたは切削油を入れてください。
7.非常停止ボタンを伸ばした位置に置きます。
8.緑のボタンを押してマシンの電源を切ります。
9.ニーズに合わせてブレードの速度を調整してください。
10.縦送りレバーをゆっくり回し、必要に応じて速度を変更してください。ヘッドスピードについてはインストラクターにお尋ねください。速度が遅すぎると、刃が鈍くなることがあります。ただし、速度が速すぎると、ブレードを損傷する可能性があります。ブレードがすべての作業を行う必要があります。
11.ワークピースを切断した後、機械は自動的に停止します。
12.ヘッド速度をデフォルトに戻し、マシンをクリーニングしてください。
縦型バンドソー
セットアップ
<オール>2.押し棒が利用できることを確認してください。
手順
<オール>2.ストックをカットし、刃から指を少なくとも 4 インチ離してください。
3.小物を切るときは押し棒を使います。
4.曲線や複雑なカットをカットするときは、リリーフ カットを行います。これにより、ブレードの汚れの量が減少します。また、カットを取り消す必要もなくなります。
5.長い部分を切り直したり切断したりするときは、テールマンを使用してください。
6.ベベルをリッピングするときは、フェンスをブレードの下側に保ちます。
7.カチッという音がしたら、すぐに電源を切ってください。刃が折れる音です。すぐにインストラクターに通知してください。
8.切り終わったら、電源を切り、フットブレーキで刃を止めてください。刃を完全に止めずに帯鋸を放置しないでください。
就職後の手続き
<オール>2. のこぎりをきれいにして、損傷がないか確認します。見かけた場合は、すぐにインストラクターに報告してください。
チョップソーの手順1. 資料はテーブルの上に置き、フェンスとぴったり重なるようにします。
2. テーブルを希望の向きに傾け、ピボットを固定します。
3. このステップではソーの電源を入れないでください。ブレードを目的の切断長さに合わせます。
4. 鋸を完全に持ち上げます。急にのこぎりを離さないでください。
5.ストックをテーブルとフェンスにしっかりと固定します。切断中は、手がブレードから少なくとも 6 インチ離れていることを確認してください。
6. のこぎりが最大の高さにある間、ハンドルをしっかりと持ち、スイッチを押し続けます。
7. ブレードが最高速度に達したら、ゆっくりとストックを通してブレードを下げます。
8. カットが完了したら、スイッチを放して鋸をオフにします。
9. 刃が完全に停止したら、ゆっくりと鋸を元の位置に戻します。
さまざまな種類のチョップ ソーがあり、それぞれが他とわずかに異なります。
コンパウンドチョップソー 垂直軸上でチルトおよびピボットします。ワークピースの側面と上面の両方で角を切ることができます。
スライディング コンパウンド チョップ ソー 垂直軸を中心に傾けたり旋回したりできますが、リニアレール上をスライドすることもできます。これにより、のこぎりでより長いカットを行うことができます。
鋸刃の選択
切断する材料に適したブレードを選択することは、費用対効果において重要な役割を果たします
バンドソーイング。正しい決定を下すためのガイドラインを次に示します。
ブレードの用語
ブレードの用語を明確に理解することで、議論する際の混乱を避けることができます
切断の問題。
1. ブレードバック:歯の部分を含まないブレードの本体。
2. 厚さ:ブレードの左右の寸法。
3. 幅:歯の先端からバンドの後ろまで測定した鋸刃の公称寸法.
4. セット:歯を右または左に曲げて、刃の裏側がカットを通過できるようにすること。
カーフ:ブレードのカットによって除去される材料の量。
5. 歯ピッチ:1 つの歯の先端から次の歯の先端までの距離。
6. TPI:ガレットからガレットまでを測定した 1 インチあたりの歯の数。
7.食道:歯の根元の湾曲した部分。ガレットの底までの歯先がガレットの深さです。
8. 歯面:チップが形成される歯の表面。
9. 歯すくい角:のこぎりの切断方向に垂直な線に対して測定された歯面の角度.
歯の形
刃の刃先の形状は、刃が材料をどれだけ効率的に切断できるかに影響します
ブレードの寿命、騒音レベル、切削の滑らかさ、切りくず処理能力などの要因を考慮しながら。
変数ポジティブ: この設計の可変歯間隔とガレット容量により、騒音と振動が低減され、切断速度が速くなり、刃の寿命が長くなり、スムーズな切断が可能になります。

変数: 低速の切断速度で使用するための可変ポジティブ フォームと同様の利点を持つ設計。

標準: 幅広い用途に適した汎用ブレード設計。
スキップ: 幅広のガレット設計により、このブレードは木材、コルク、プラスチック、合成材料などの非金属用途に適しています。

フック: スキップ フォームと同様の設計で、このハイレーカー ブレードは、非金属材料だけでなく、不連続な切りくずを生成する材料 (鋳鉄など) にも使用できます。

歯のセット
歯の数とオフセット角度を「歯セット」と呼びます。刃セットは、切削効率と切りくず処理能力に影響します。
レーカー: セット角度が一定の 3 歯列 (左、右、ストレート)。変更されたレーカー:5 つまたは 7 つの歯列が均一に設定され、切削効率が向上し、表面仕上げがより滑らかになります (左、右、左、右、ストレート)。セット歯の順序は製品によって異なります。
バリレイカー: 歯の配列は、歯のピッチと製品ファミリーによって異なります。通常、Vari-Raker セットは、静かで効率的な切断と、バリの少ない滑らかな仕上げを提供します。
代替: すべての歯は交互にセットされます。仕上げが重要でない場合に材料を素早く取り除くために使用されます。
波状: 全体的なセット パターン内の両側にセットされた歯のグループ。歯には、制御されたパターンでさまざまな量のセットがあります。波型セットは、通常、細い断続的なアプリケーションを切断する際のノイズ、振動、およびバリを低減するために、ファイン ピッチ製品で使用されます。
バリセット: 歯高・セットパターンは製品群、ピッチにより異なります。歯はさまざまなセットの大きさとセット角度を持ち、振動を抑えた静かな動作を提供します。バリセットは難削材や大きな断面積の加工に有効です。
シングル レベル セット: ブレードの形状には、単一の歯の高さの寸法があります。この形状を設定するには、各歯を同じ位置で同じ量だけ曲げる必要があります。
デュアル レベル セット: このブレード形状は、歯の高さ寸法が可変です。この製品を設定するには、複数の切断面を実現するために、各歯をさまざまな高さに曲げて大きさを設定する必要があります。
万力の装填
バイスに材料を配置する位置は、カットあたりのコストに大きな影響を与える可能性があります。多くの場合、より小さなバンドルをロードすると、切断効率が向上します。
すべての機械には積載能力が規定されていますが、実際のレベルは通常、切断する材料に応じて 1/2 から 1/3 と低くなります (より硬い材料は定格容量の 1/3 で切断するのが最適です)。
アングル、I ビーム、チャネル、チューブなどの異形の材料を切断する場合、主なポイントは、刃が全長にわたってできるだけ均一な幅で切断するように材料を配置することです。
次の図は、負荷と固定の費用対効果の高い方法をいくつか示しています。選択した配置に関係なく、機械の損傷やオペレーターの怪我を避けるために、ワークをしっかりと固定できることを確認してください。
潤滑
ブレードの寿命を延ばし、経済的な切断を行うには、潤滑が不可欠です。せん断領域に適切に塗布された潤滑剤は、熱を大幅に低減し、切りくずが歯面に良好に流れます。潤滑剤がないと、過剰な摩擦により、チップが歯に溶着するのに十分な高熱が発生する可能性があります。これにより、切断動作が遅くなり、材料を剪断するためにより多くのエネルギーが必要になり、刃が破損する可能性のある歯の欠けや剥がれが発生する可能性があります.潤滑剤の混合と分配に関しては、潤滑剤メーカーの指示に従ってください。適切に混合された補充液を手元に保管してください。マシンサンプだけに水を追加しないでください。水と液体の比率が高すぎる液体混合物は適切に潤滑されず、歯の磨耗やブレードの故障を引き起こす可能性があります。屈折計を使用し、液体を視覚的に検査して、きれいであることを確認します。また、潤滑剤が正確に正しいポイントに流れるように、潤滑剤供給システムが適切に向けられていることを確認してください。
帯鋸刃の選択方法:
帯鋸刃を注文する際には、次の情報を指定する必要があります:
例:製品名 長さ x 幅 x 厚さ 1 インチあたりの歯数
コンテスト GT 16 フィート x 1-1/4 インチ x .042 インチ ¾TPI
これらの手順は、各アプリケーションに適した製品を選択するためのガイドです:
ステップ 1:ソーイング アプリケーション マシンの分析:
ほとんどの場合、ブレードの寸法 (長さ x 幅 x 厚さ) を知るだけで十分です。
素材 :切断する材料の次の特性を調べます。
• 等級 • 硬度 (熱処理または硬化の場合)
• 形状 • サイズ
• 材料は積み重ねる (束ねる) か、1 つずつカットするか?
その他のお客様のニーズ: アプリケーションの詳細を考慮する必要があります。
• 生産またはユーティリティ/汎用ソーイング オペレーション?
• 高速切削と工具寿命のどちらが重要ですか?
• 素材の仕上げは重要ですか?
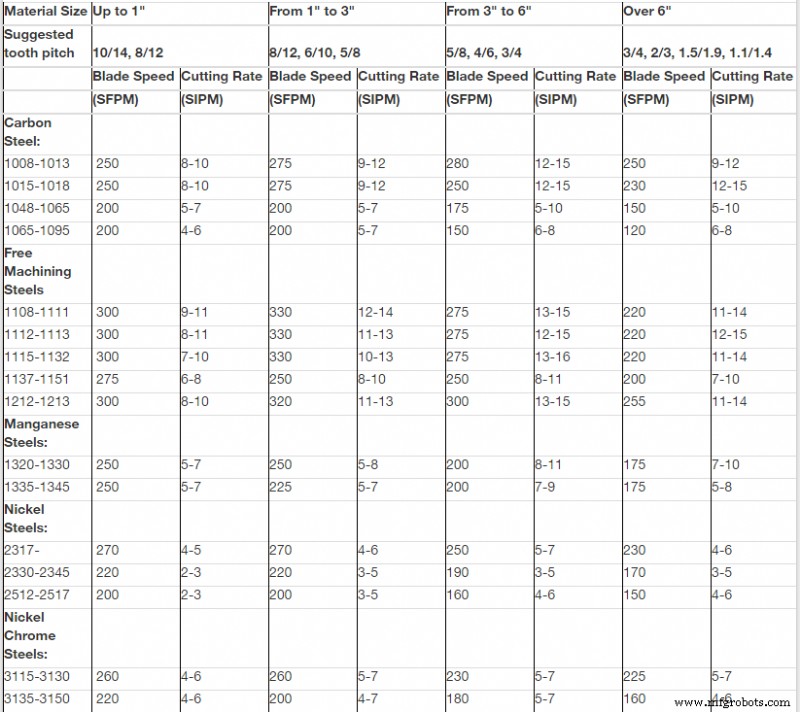
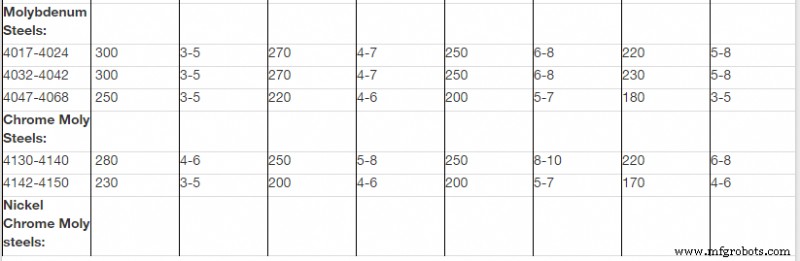
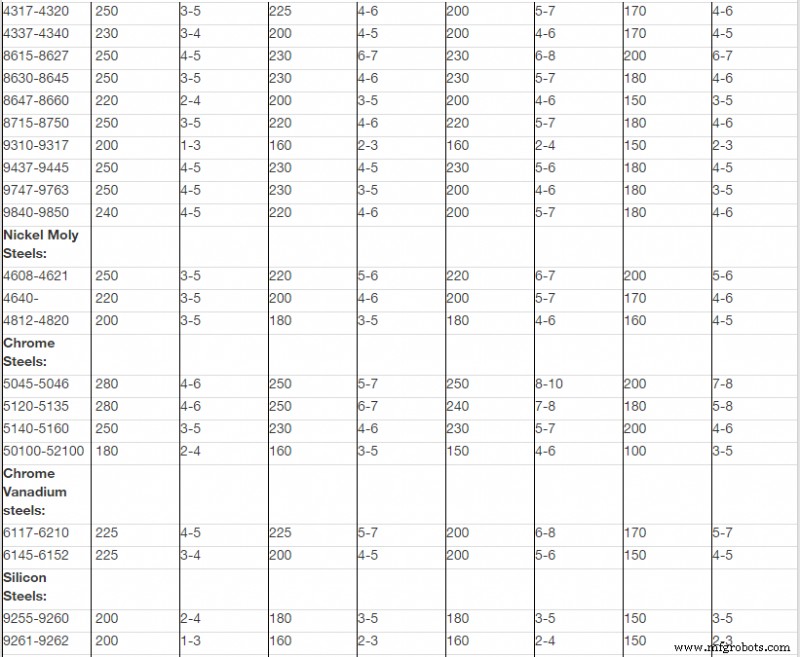
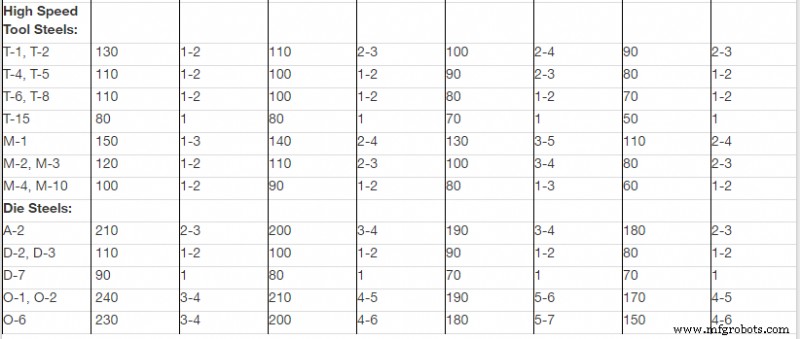
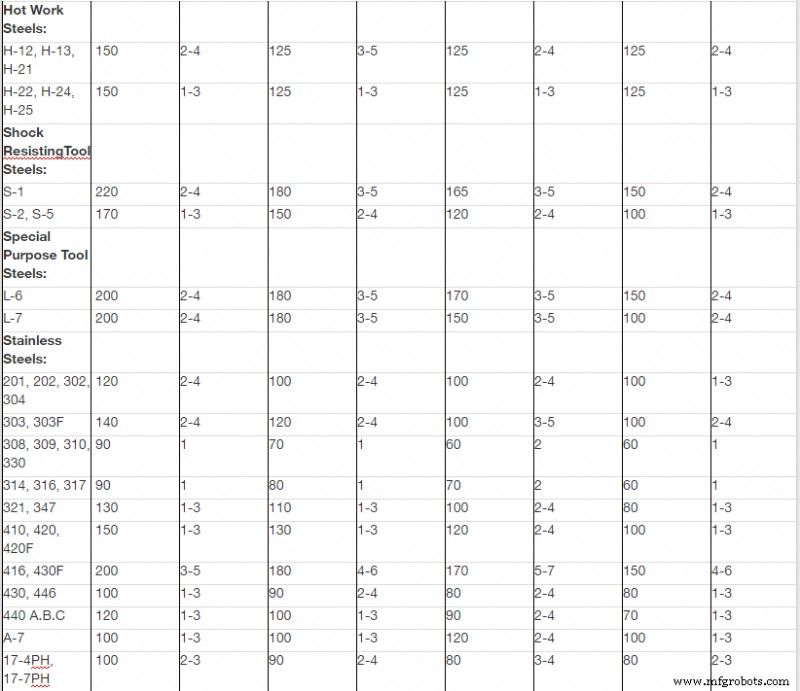
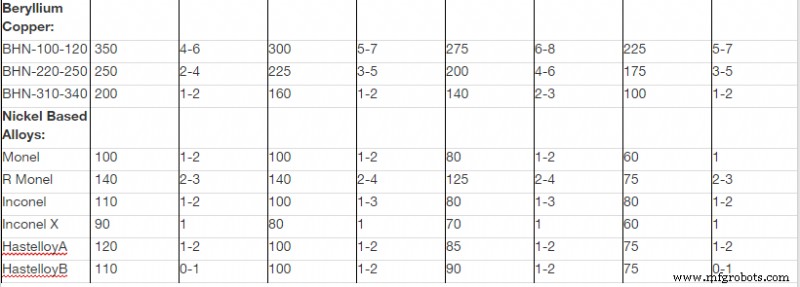
ステップ 2:使用するサービスを決定する 以下のチャートを使用してください。
• 切断する材料を見つけます。
• 表を読んで、推奨されるブレードを見つけてください。
ステップ 3:1 インチあたりの適切な歯数 (TPI) を決定する
歯の選択チャートを使用してください (下のチャートを参照してください)。
• 2 つのピッチのどちらかを選択するのが難しい場合は、通常、2 つのピッチの細かい方が適切です
より良いパフォーマンス。
• 妥協が必要な場合は、最初に正しい TPI を選択してください。
ステップ 4:ソーイング オイルと潤滑剤を注文して、パフォーマンスを向上させ、より長く使用する
どんな刃にも命を吹き込みます。
ステップ 5:ブレードと液体を取り付ける
ステップ 6:ブレードを適切に折り込む
ステップ 7:ブレードを正しい速度で動かす と送り速度。
以下のチャートを参照してください。
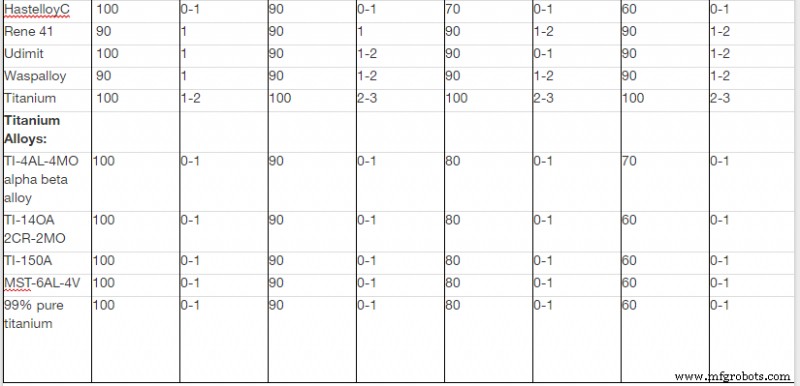
バイメタル ソーイング アプリケーションのバンド速度と推奨切削速度
単体テスト:
1. 帯鋸の種類を 2 つ挙げてください。
2. バンドソーを使用する際の 5 つの重要なステップを示します。
3. カーフについて説明してください。
4. 歯ピッチとは?
5. TPI を定義してください。
6. Variable Positive について説明してください。
7.歯列とは?
8. 5 つの歯のセットを挙げて説明してください。
9. 潤滑剤を使用する理由を 3 つ挙げます。
10. 帯鋸刃を注文する際、どのような情報を指定する必要がありますか?章の帰属情報
この章は次の情報源に由来しています。
- 水平バンドソー手順 アイダホ大学による Horizontal Band Saw Operation から派生、CC:BY-SA 3.0
- 縦型バンドソーの手順 [空白] による [空白] から派生、CC:BY-SA 3.0
- チョップソーの手順 Woodshop Red Safety and Basic Usage by novaLABS、CC:BY-SA 3.0 から派生。
産業技術