


円補間の概念とプログラミング パート 5 (例)
Circular Interpolation Concepts &Programming シリーズの第 5 部。この記事では、
の使用について説明します。- G90 アブソリュート プログラミング
- G91 インクリメンタル プログラミング
G90/G91 の両方を説明する cnc プログラム例コード付き
この記事の他の部分を読む
- 円弧補間の概念とプログラミング パート 1(概念)
- 円補間の概念とプログラミング パート 2(R の使用)
- 円弧補間の概念とプログラミング パート 3(I J K の使用)
- 円補間の概念とプログラミング パート 4 (Unknown R)
- 円弧補間の概念とプログラミング パート 5(例)
- 円弧補間の概念とプログラミング パート 6(使用と演習)
G90 と G91 を使用した円弧補間
- G90 X ____ Y____ は作業座標系で円弧の終点を定義します。
- G91 X_____ Y____ は、弧の始点から弧の終点までの符号付き距離を定義します
- I____ J____ は、円弧の中心点から円弧の始点までの符号付き距離を定義します
例:次の図を参照してください。
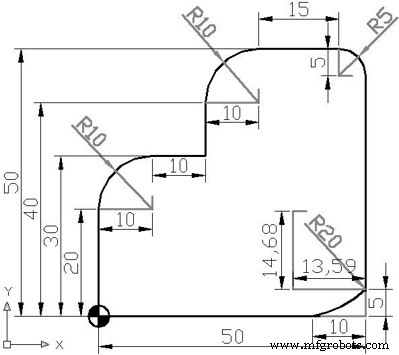
G90 と G91 を使用した円弧補間
CNC プログラムの例
| G90 による CNC プログラム | G91 による CNC プログラム |
G41 G90 G01 X0 Y20 G02 X10 Y30 I10 J0 G01 X20 Y30 G01 X20 Y40 G02 X30 Y50 I10 J0 G01 X45 Y50 G02 X50 Y45 I0 J-5 G01 X50 Y5 G02 X40 Y0 I-13.59 J14.68 G01 X0 Y0 | G41 G91 G01 X0 Y20 G02 X10 Y10 I10 J0 G01 X10 Y0 G01 X0 Y10 G02 X10 Y10 I10 J0 G01 X15 Y0 G02 X5 Y-5 I0 J-5 G01 X0 Y-40 G02 X-10 Y-5 I-13.59 J14.68 G01 X-40 Y0 |
円弧補間は、2 つの軸を正確に調整する必要があるため、マシンに対する要求がかなり高くなります。完全な円を描くには、調整された動きだけでなく、4 つの象限の各ポイントで方向を反転する必要があります。これらは、0、90、180、および 270 度に対応するポイントになります。
この記事の他の部分を読む
- 円弧補間の概念とプログラミング パート 1(概念)
- 円補間の概念とプログラミング パート 2(R の使用)
- 円弧補間の概念とプログラミング パート 3(I J K の使用)
- 円補間の概念とプログラミング パート 4 (Unknown R)
- 円弧補間の概念とプログラミング パート 5(例)
- 円弧補間の概念とプログラミング パート 6(使用と演習)
CNCマシン
- プラズマおよびレーザー切断のためのCNCプログラミング技術
- C++ プログラミング:C++ とは | C++ の基本概念を学ぶ
- 例を使用した C プログラミングの関数ポインター
- ネスティング ソフトウェアがパーツ プログラミングの生産性を向上
- CNC プログラミング例 G コード G02 円弧補間 時計回り
- CNC プログラム例 G03 円弧補間
- G02 G03 G コード円弧補間サンプル プログラム
- CNC 円弧補間チュートリアル G02 G03
- CNC G02 円弧補間時計回り CNC ミリング サンプル プログラム
- CNC ミリング円弧補間 G02 G03 G コード プログラムの例
- Din 66025 NC プログラミング コード