CNC 加工の複雑さの軽減:主要な課題と実証済みの最適化戦略
深くて狭い溝とクリアランスが厳しい構造
ヒートシンクやバルブボディなどの部品には、重量を軽減し、熱放散を高めるために、深くて狭い溝と高密度の薄肉リブが特徴であることがよくあります。 CNC 加工において、これらの特徴はいくつかの重大な問題を引き起こします。
- 深いスロットにはロングエッジ カッターが必要です。工具のオーバーハングがその直径を超えると、弾性たわみやビビリが発生し、寸法の不正確さや表面欠陥が発生する可能性があります。
- 狭い溝ではスペースが限られているため、切りくずの排出が妨げられ、切りくず詰まりや工具の破損のリスクが高まります。
- 深く狭い領域に冷却剤が浸透するのは難しく、熱が蓄積してパーツが変形し、精度が損なわれる

最適化テクニック
- 設計中に、工具の直径と深さの比率が許容範囲内に収まるように、スロットを広げるか深さを減らします。
- 高剛性の小径ツールまたはロングエッジ カッターをしっかりとしたクランプ サポートと組み合わせて使用する
- クーラント流量を増やすか、切りくず排出チャネルを組み込む
- 再設計が不可能な場合は、段階的な加工アプローチを採用します。つまり、粗加工で大量の材料を除去し、その後に仕上げ加工を行って最終的な公差を達成します。
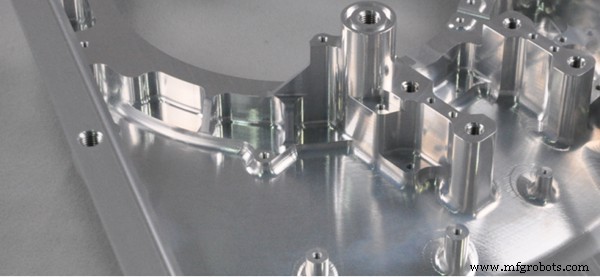
半径が小さく、コーナークリアランスが不完全な構造
内側コーナーの半径が小さすぎる場合は、EDM または手動仕上げが必要になることがよくあります。主な課題は次のとおりです。
- 工具直径の制限 :半径の小さなコーナーには小さな工具が必要ですが、深いキャビティには最小直径が剛性によって制限される長い工具が必要です。
- ツールパスの残り :ツールの半径が指定されたコーナー半径を超えると、材料が残り、「デッドノット」が作成されます。
- 追加のプロセス手順 :クリアできないコーナーには EDM が必要となり、クランプ エラーとサイクル タイムが追加されます。
最適化テクニック
- 設計が可能な範囲で内径を拡大し、標準工具を使用した 1 回の加工パスを可能にする
- びびりを誘発する突然の方向変更を避けるために、コーナーにヘリカルまたは円弧の送りパターンを適用します。
- 問題のある領域を外側のコーナーに再設計するか、加工ノッチを追加して加工を簡素化する
薄壁構造
薄肉部品は軽量ですが、切削力がかかると変形や振動を受けやすくなります。
- 剛性が低い :薄い壁には剛性がないため、加工中に弾性変形が発生します。
- 課題を解決する :過剰なクランプ力により部品が歪んでしまいます。力が不十分だとポジショニングが不安定になります。
- 共鳴リスク :固有振動数が低いと切削周波数と一致し、表面品質が低下する可能性があります。

最適化テクニック
- 設計中にリブや一時的なサポートを追加し、加工後にそれらを削除します。
- 真空吸盤や低融点合金フィラーなどの補助サポートを使用する
- 荒加工と仕上げを分離する。仕上げ時には、軽い切削、高い主軸速度、速い送り速度を使用します。
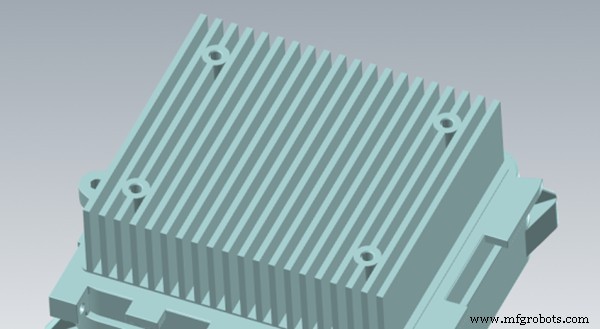
ケーススタディ:電気トラックのヒートシンク ハウジングの機械加工の最適化
ヒートシンク ハウジングは ADC12 アルミニウム製で、寸法は 159 × 135 × 67 mm で、パワートレインの熱を放散するための深い溝を備えた高密度のフィン構造を備えています。初期分析により、いくつかのボトルネックが明らかになりました。
設計関連の機械加工の課題
1.不当に深く狭い溝
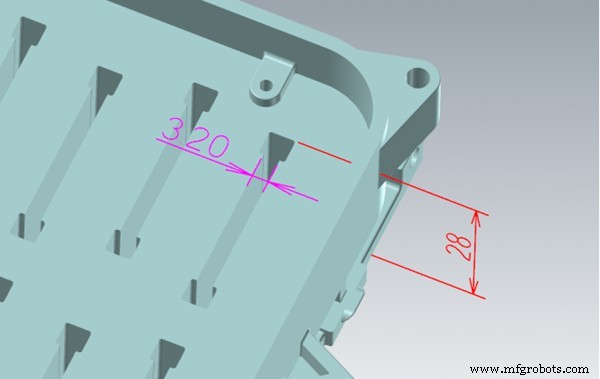
溝幅 3.2 mm、深さ 28 mm には、オーバーハングが 29 mm を超える長さ 3 mm の溝付きカッターが必要でした。その結果、剛性が低く、工具破損のリスクが高く、サイクル タイムが長くなり、Ra1.6 を達成することが困難になりました。
2.非常に小さいコーナー半径
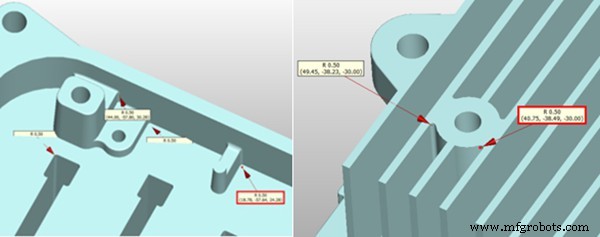
キャビティの深さ 28mm には 3mm のカッターが必要でしたが、R1.5 の半径ではデザインの R0.5 コーナーを加工できず、EDM による除去が必要な材料が残りました。
3.局所的な壁の厚さが薄い
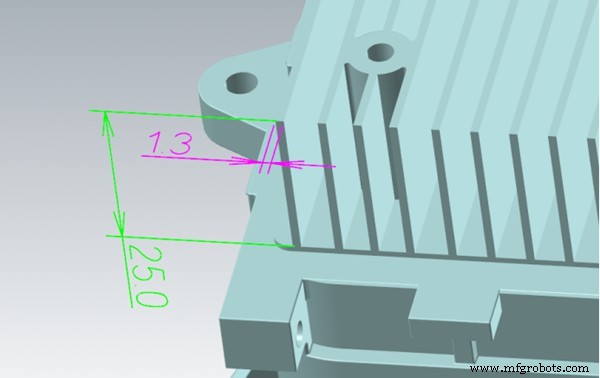
厚さわずか 1.2 mm、高さ 25 mm のフィンは、フライス加工中に振動やたわみが発生しやすく、寸法安定性が損なわれていました。
最適化された加工計画と結果
1.段付き溝デザイン
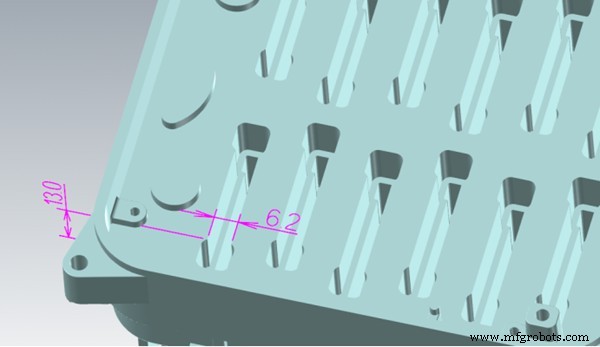
28mm の溝は分割され、下の 15mm は 3mm の幅を維持しました。上部13mmが6.2mmに広がりました。最初に6mmカッターで上部を加工し、次に3mmカッターで深部を加工します。各ツールは安全な長さ対直径の比率内で動作するため、切削パラメータを 3 倍に高めることができます。合計サイクル時間は 2.8 時間から 1.1 時間に短縮され、工具コストは 60% 削減されました。
2.コーナー半径を拡大して放電加工を排除
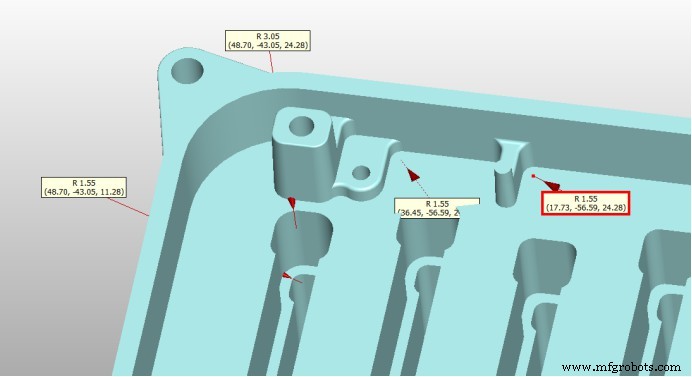
キャビティ底部の半径を R1.55 に、段付きコーナーを R3 に増やすことで、3mm および 6mm の平底エンドミルを使用した直接加工が可能になり、EDM ステップがなくなり、寸法の一貫性が向上しました。
3.厚くなった薄い壁
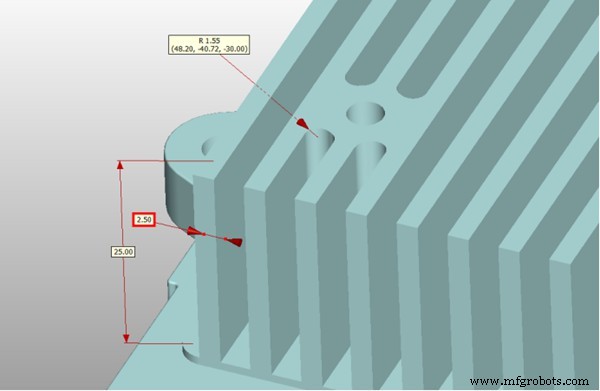
肉厚を 1.3mm から 2.5mm に増やし、たわみを抑え、公差±0.05mm を実現しました。
加工パフォーマンスの比較
| アイテム | 前 | 後 | 改善 |
|---|---|---|---|
| 単一部品の加工時間 | 6.5 時間 | 3.2 時間 | 51% 削減 |
| ツールの消費量 | パーツあたり 8 ~ 10 個のツール | パーツあたり 4 ~ 6 個のツール | 40% 削減 |
| EDM プロセス | 保持 | 排除 | 2.5 時間節約 |
| 表面粗さ | Ra1.6–3.2 | Ra0.8–1.2 | 大幅な改善 |