


3Dプリントは速いですか?
3D印刷の世界に入るときに私たちが最初に尋ねる質問のひとつは、「XYZをどれだけ速く印刷できるか」です。答えはほんの数分から24時間以上に及ぶ可能性がありますが、これは明らかにあなたが人生で聞いた中で最も有用な発言ではありません。それでも、この平凡で、満たされていない、おそらく衒学的な答えにいくつかの有用な情報を追加することができます。
通常のデスクトップ(愛好家)プリンターがモデルを完成させるのにかかる時間は、主に押出機の移動速度、層の高さ、線幅、充填の割合、およびサポートの必要性(または必要性)によって異なります。 言うまでもなく、最も重要な決定要因は、印刷するオブジェクトの膨大な量です。
明確で具体的な答えだけが必要な場合は、13グラムと15.5cm3のベンチーを印刷するのにかかる時間 平均的なプリンタ設定を使用すると約60分です 。

ベンシー は、プリンターの品質をベンチマークするために愛好家によって印刷されたお気に入りのボートです。私も例外ではありません。そのため、この記事の残りの部分で例として使用します。
小さなランダムで役に立たないボートを印刷するのにどれくらいの時間がかかるかを友達に尋ねられたときに、友達に何を伝えるべきかがわかったので、技術的にこの記事の書き込み/読み取りを停止して、私たちの生活を続けることができます!あなたが滞在して読み続けることを選択する可能性がそれほど高くない場合、私はそれをあなたの価値があるものにし、あなたに彼らに伝えるためにさらにいくつかのことを与えるように努めます。それらを無言のままにする(または退屈させて死ぬ)ようにしましょう!
3Dプリント速度の主な決定要因
印刷期間の主な要因のそれぞれについて詳しく説明します。それぞれの影響をテストする場合は、スライサー(Ultimaker Curaなど)をダウンロードできます。各パラメータを変更してスライスすることにより、ソフトウェアは推定印刷時間を出力します。これを行うために3Dプリンターを持っている必要さえありません。
実際、さまざまな印刷速度とレイヤーの高さの下で、フレンドリーなベンチのさまざまな印刷時間のテーブルを作成しましょう!出発点として、Curaのドラフト設定を使用します:
Benchyの印刷時間(分単位)
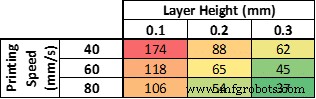
ご覧のとおり、設定は印刷時間を決定する上で大きな役割を果たします。簡単な例では、わずか37分またはほぼ3時間でベンチを取得することが期待できます。また、私たちが検討した最速の印刷シナリオでは、許容できる外観のベンチが得られるはずです。
Benchyをダウンロードして同じことを行うことができます Thingiverseから。
押出機の移動速度
明らかな理由から、押出機の動きの速度は、プリンターが目的のプラスチック片を出力するのにかかる全体的な時間を決定する主な要因の1つです。プリンタの速度と直線的な関係があります。つまり、移動速度を2倍にすると、印刷時間は約半分になります。
ただし、ここにはフリーランチはありません。印刷速度を無限に上げることはできず、小さなボートがいつものように美しいままであると期待できます。プリンターによっては、50mm/sの動きで良い結果が期待できます。一部のハイエンドFDMプリンターは、印刷品質をあまり低下させることなく、毎秒150mmで印刷できます。
プリンタの完璧な最高速度を知りたい場合は、独自の Benchyの印刷を開始する理由がすでにあります。 ボート。 35mm / sから始めて、成功した場合は、スイートスポットが見つかるまで、次の印刷を1秒あたり5または10ミリメートル増やします。
ウサインボルトのようにプリンタを強制的に動かすことを選択した場合、爆発することはありませんが、速度を上げるとそれに伴うため、ゴースティング/リンギング、押し出し不足、弱い層の接着、全体的な品質の低下を喜んで見る必要があります避けられない欠点。
レイヤーの高さ
印刷時間とほぼ線形の関係があるもう1つの特徴は、層の高さです。レイヤーの高さを0.1mmから0.2mmに倍増すると、プリンターを見つめる時間が50%短縮されます。
* Not-Really-Proのヒント:印刷物の実体化を見るだけでなく、外に出て草を見つめることもできます(サイズはかなり遅くなりますが、変化します)。

0.4mmの標準ノズルサイズの場合、適切に調整された3Dプリンターは0.05mmの層の高さで印刷できるはずです。これをやってのける結果は信じられないほどやりがいがあります。小さな層の高さは、小さくて詳細なミニチュアの印刷に関心のある愛好家に特に適しています。
印刷の詳細品質をさらに向上させたい場合は、0.4mmノズルを0.25mmノズルに変更することを検討してください。この迅速で低コストの変更は、信じられないほどの結果をもたらす可能性があります。
一方、5歳の幼児(または私)の忍耐力があれば、同じノズルでレイヤーの高さを最大0.32mmに設定して、すぐにプリントを完成させることができます。
充填率
抵抗力を高めるために、通常、ほとんどのプリントにインフィルを追加することをお勧めします。もちろん、印刷のほとんどの設定の場合と同様に、塗りつぶしの割合にも潜在的な欠点があります。それは、より多くのフィラメントを必要とし、印刷に時間がかかるということです。これは、内部容積が大きいモデルに特に当てはまります。
下の写真では、さまざまな充填率がどのように見えるかを示しています。時間が経ち、印刷と調整の設定に慣れてくると、12%から20%のインフィルで、作業に多くの印刷時間を追加することなく、頑丈で耐久性のある印刷を行うのに十分であると結論付けることができます。
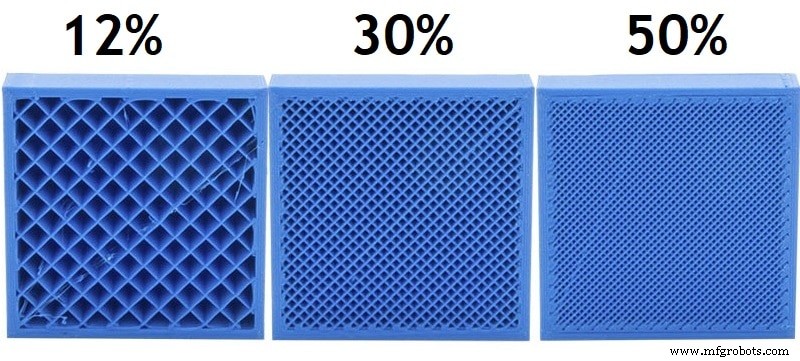
0%から60%のインフィル範囲内にとどまる必要があります。そのしきい値を超えるパーセンテージは、強度の向上がほとんどまたはまったくない傾向があり、わいせつな印刷時間が犠牲になります。見積もりとして、0%から20%の範囲は機能しない部品に適していますが、20%から40%の範囲は、ほとんどの軽度から重度の使用プリントが存在する場所です。 60%のインフィルを必要とするまれな例外があるため、明確に必要であると思われる場合を除いて、この大きさは避けてください。
(他の理由の中でも)インフィルが弱いために明らかに失敗したプリントを見たい場合は、巨大な Benchyをチェックしてください。 私が撮った最初の写真の。
印刷サポート
溶融堆積モデリング( FDM )が機能し、印刷が失敗し始める前にモデルを印刷できる最大角度があります。これは、新しいフィラメントレイヤーがそれぞれ前のレイヤーの上に配置されるため、下に何かを構築する必要があるためです。経験則として、サポートを追加せずに45°を超える角度のオブジェクトを印刷しないことをお勧めします。
参考までに、一般的な角度ベンチマークテスターのレンダリングを以下に示します。
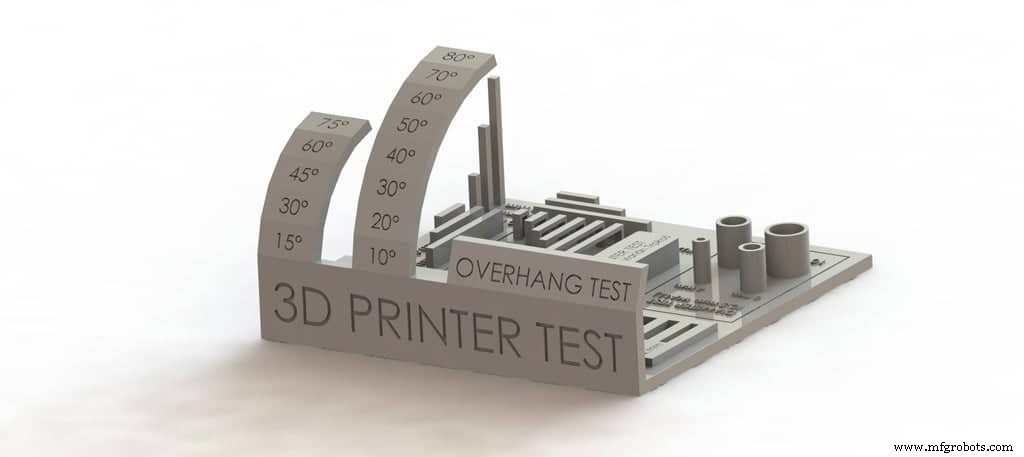
「オーバーハングテスト」を表示するだけでなく、プリンタがどの角度で故障し始めるかを判断するために印刷することもお勧めします(ここからダウンロードしてください)。サポートを追加せずに数度改善する余地は常にあることも考慮する価値があります。
経験豊富なプリンターは、スライスソフトウェア内でモデルの最も効率的な配置を設定することもできます。ほとんどの場合、モデルを回転させるだけで、サポートなしで問題を解決できます。
3Dプリントの壁の厚さ
花瓶モードで印刷する場合を除きます (モデルの外側部分のみが1つの連続した線で印刷される場合)、壁の厚さのトレードオフを知ることも重要です。 壁の厚さ 私は、「壁を構築する」ために、押出機がプリントの各外側部分に行う隣接するフィラメントの堆積の数を意味します。このパラメータには、主に2つの結果があります。
- 壁の厚さが厚いほど、抵抗力が高く、見栄えの良いプリントになります。
- 壁が厚い印刷は、印刷に時間がかかり、フィラメントの消費量が多くなります。
多くの3Dプリンター設定には、それらを呼び出す方法が複数あり、壁の厚さも例外ではありません。ソフトウェアによっては、シェルの下にあります。 、周囲長 、側面 またはループ 。
シェル 印刷物の厚さもノズルサイズによって決まります。常にノズル直径の倍数として設定するようにしてください(0.4mmが最も一般的です)。
以下で説明する最小設定と推奨設定の両方が、PLAフィラメントだけでなく、ABS、ナイロン、PETG、およびその他すべてのフィラメントにも適用されます。
壁が薄すぎると、プリントが完成しない可能性があります。 FDM技術は、各層を前の層の上に印刷することで構成されているため、まだ固化していない薄い層は、次の層を上に置くときに崩壊する傾向があります。絶対最小値として、0.8mmの厚さ(2つの周囲)である必要があります。これは、決定的なものではなく、反復的なデザインプロセスの中間テストにすぎない印刷に適した設定です。
厚みを誇張すると、内部応力が大きくなり、反りが発生する可能性があるため、逆効果になる可能性もあります。耐久性と全体的な印刷品質を念頭に置いている場合は、4つの周囲からなる1.6mmの厚さの壁を検討する必要があります。
結論
3D印刷は高速ではなく、実際には地獄のように低速ですが、設定を少し調整することで、プリンターの動作速度を上げることができます。
最大350mm/sで印刷できるVoron2.4など、ほとんどのプリンターが印刷する標準の50mm / s速度よりもはるかに高速に印刷できる最新のプリンターがいくつかあります(はい、7倍高速です)。素晴らしい品質です。
ほとんどのメーカーは、特に約20時間かかる印刷では、夜間に印刷することを選択します。そうするときは、必要な予防措置を講じてください。
推奨製品のセクションを確認してください

当て推量を排除し、どのプリンター、フィラメント、またはアップグレードを取得するかを調査する時間を短縮できる推奨製品セクションを作成しました。これは非常に困難な作業であり、一般的に多くの混乱を招くことがわかっているためです。 。
初心者から中級者、さらには専門家にも適していると思われる3Dプリンターをほんの一握り選択しました。これにより、決定が容易になります。フィラメントとリストされているアップグレードはすべて、私たちによってテストされ、慎重に選択されました。 、したがって、どちらを選択しても意図したとおりに機能することがわかります。
3Dプリント