ポジショナー、ターンテーブル、マニピュレーター? 2026 溶接自動化エキスパート ガイド

EVST 編集チームによる · 最終更新日:2026 年 6 月 11 日
溶接ポジショナー、ターンテーブル、およびマニピュレーターはすべて、ワークピースまたはトーチを移動してシーム溶接を効率化しますが、それぞれが明確な制限に対処します。ポジショナーはパーツの向きを変更し、すべての継ぎ目が最適な平らな位置に収まるようにします。ターンテーブルはローディング ステーションと溶接ステーションの間でインデックスを作成し、ロボットが溶接している間にローディングを行うことができます。マニピュレータは溶接ヘッドを大きな部品や固定部品の上に運び、回転治具の能力を超えて到達範囲を広げます。適切な機器を選択するかどうかは、主な制約が部品の方向、サイクルのオーバーラップ、またはトーチの到達範囲のどれであるかによって決まります。
3 つのマシンの定義
1 つのセルに 3 つすべてを収容できるため、混乱が生じることがよくあります。各マシンの中核的な役割を明確にすることで、意思決定が簡素化されます。
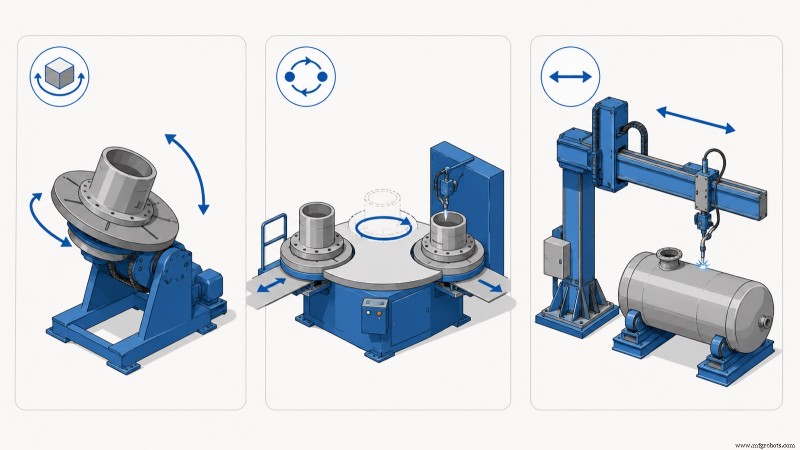
溶接ポジショナー
ポジショナはワークピースをつかんで回転、傾斜、またはその両方の動作を実行して、溶接品質と溶着速度が最大化される平坦な水平位置に各継ぎ目をもたらします。溶接工が継ぎ目の位置がずれていることに苦労している場合、ポジショナーは最大の速度と品質の向上を実現します。AWS D1.1 ガイドラインに基づき、移動速度が最大 30% 速くなります。
溶接ターンテーブル(割出台)
通常、ターンテーブルは 2 ステーションのロータリー インデックス テーブルで、ロード/アンロード ステーションと溶接ステーションの間で部品を交互に交換します。ロボットまたは溶接機が稼働している間、オペレーターは次の部品を積み込んだり、完成した部品を降ろしたりできます。この重複によりステーションの使用率が上昇し、ロボットのアークオン時間がサイクルの最大 50% から 80% 以上に増加することがよくあります。
溶接マニピュレータ
コラムアンドブームとも呼ばれるマニピュレータは、部品ではなくトーチを動かします。垂直支柱は、自由に回転できない大型の容器、タンク、または長い加工物の上にトーチ (場合によってはワイヤ送給装置やフラックス システム) を運ぶ水平ブームを支えます。通常は単軸ポジショナーと組み合わせて、ブームの下で船舶を回転させます。
| マシン | 何が動くのか | コアジョブ | 勝ったとき |
|---|
| ポジショナー | パーツ (回転/傾斜) | 縫い目を平らな位置にします | 可動部分の縫い目がずれている |
| ターンテーブル / インデックステーブル | パート(ステーション間のインデックス) | 溶接によるオーバーラップ荷重 | ロード/アンロード時間によりスループットが制限される |
| マニピュレータ (コラムとブーム) | トーチ/ヘッド | 大きな固定ワークの縫い目に到達する | パーツが大きすぎて自由に向きを変えることができません |
選択方法:マシンを制約に合わせる
最も明確なアプローチは、現在のプロセスのボトルネックを特定し、それを解消する機器を選択することです。
拘束が溶接位置の場合
溶接機が頭上または急な角度で作業する場合、またはロボットが適切な作業角度を維持できない場合、制限は方向にあります。ポジショナーは、部品の向きを平らに戻すことでこの問題を解決します。これにより、より高い電流と移動速度がサポートされ、品質と速度が大幅に向上することが AWS D1.1 で確認されています。 2 軸ポジショナーは複数平面の継ぎ目を処理します。単軸ユニットは円筒形状に適しています。
制約が読み込み時間の場合
ロボットや溶接機が部品を待ってアイドル状態にある場合、ボトルネックとなるのはサイクルの重複です。 2 ステーションのターンテーブルにより荷重がクリティカル パスから外され、多くの場合ロボットの使用率が 30 ~ 40% 向上し、低コストでスループットが向上します。
拘束がパーツ サイズの場合
大型の船舶、タンク、または自由に回転できない長い構造物の場合は、限界に達します。マニピュレータは通常、単軸ポジショナと組み合わせて使用され、パーツがブームの下で回転しながら、トーチが継ぎ目に沿って移動できるようにします。これは、圧力容器やパイプスプールの製造における標準です。
彼らはよく一緒に仕事をします
実際には、溶接セルが「どれですか?」と尋ねることはほとんどありません。 「どの組み合わせですか?」と尋ねられます。重加工セルでは、容器を回転させるための単軸ポジショナーと、継ぎ目に沿ってヘッドを運ぶためのコラムおよびブームマニピュレーターを組み合わせる場合があります。ロボットジョブショップセルでは、荷重オーバーラップ用の 2 ステーションターンテーブルと継ぎ目の方向付け用の各面の 2 軸ポジショナーを組み合わせて、オペレーターがもう 1 つの部品を再積載している間に 1 台のロボットで 1 つの部品を溶接できます。各マシンの機能 (方向、オーバーラップ、リーチ) に基づいて名前を付けることで、3 つすべてが共存する場合でも、レイアウトの決定を明確に保つことができます。
自動化セルでは、3 つのシステムすべてがロボット PLC によって制御される調整された動作軸になります。ロボット、電源、ポジショナーの仕様と見積もりは、EVST の溶接ロボット セル選択ガイドにまとめて記載されています。
コストと複雑さの概要
大まかに言えば、単軸ポジショナが最もシンプルで低コストのオプションです。 2 ステーションのターンテーブルには、2 番目の治具セットとインデックス機構が追加されます。コラムアンドブームマニピュレータは、その構造と到達範囲の点から、通常、最も資本集約的です。ただし、実際の比較は、スループット目標における良好な溶接あたりのコストです。ロボットの稼働率を 2 倍にするターンテーブルはすぐに価格を回収できますが、年に 2 回しか溶接しない部品のために購入した特大マニピュレータは投資に見合わない可能性があります。ポジショナーに関する詳細な ROI 分析については、EVST の溶接ポジショナーのコストと ROI ガイドをご覧ください。
EVST のワークハンドリング範囲
EVST は成都に本社を置き、温嶺で製造を行っており、QJAR 溶接ロボットおよび電源統合と並行して、完全なロボット溶接セルの一部として 1 軸、2 軸、および 3 軸クラスの溶接ポジショナを提供しています。ポジショナーはインデックス ステーションやヘッドキャリヤ構造と組み合わせることができるため、部品の向き、荷重の重なり、トーチの到達距離などを、個別の機械として購入するのではなく、特定の部品ファミリーに合わせて設計することができます。
EVST のロボットおよび溶接自動化ラインは、CE、SGS、および TUV の第三者認証とともに、IATF16949 自動車グレードの品質認証を取得しています。通常、適切なソリューションは組み合わせであるため、EVST では、単一のマシンを単独で販売するのではなく、ワーストケースの部品とスループット目標を合わせてハンドリング機器のサイズを決定します。
よくある質問
溶接ポジショナーとターンテーブルの違いは何ですか?
溶接ポジショナーが部品を回転および傾けて各継ぎ目を平らにし、向きの問題を解決します。ターンテーブル (インデックス テーブル) は、荷重ステーションと溶接ステーションの間で部品を交換し、サイクルの重複問題を解決します。それらはしばしば組み合わされます。ターンテーブルは各面にポジショナーを搭載できます。
溶接マニピュレータは何に使用されますか?
溶接マニピュレータは、部品ではなくトーチを動かします。大型の容器、タンク、自由に回転できない長尺の加工物に最適です。通常、ブームの下でパーツを回転させる単軸ポジショナーと組み合わせます。
ポジショナーまたはマニピュレーターは必要ですか?
パーツサイズからお選びください。継ぎ目を平らにするためにパーツを回転および傾けることができる場合は、ポジショナーで十分であり、より簡単です。部品が大きすぎて自由に向きを変えることができず、トーチを継ぎ目まで移動する必要がある場合は、マニピュレータ (通常は単軸ポジショナを備えたもの) が必要です。多くの重加工セルは両方を使用します。
1 つのセルでポジショナー、ターンテーブル、マニピュレーターを一緒に使用できますか?
はい、多くの人がそうしています。それぞれが異なる制約 (向き、荷重の重なり、リーチ) を解決するため、セルはそれらを組み合わせて使用することがよくあります。自動化されたセルでは、ロボット コントローラーの下で調整された動作軸として使用されます。
スループットの最大の向上をもたらすオプションはどれですか?
それはボトルネックによって異なります。溶接工が所定の位置から外れて作業する場合、ポジショナを使用すると品質と速度が最大に向上します。ロボットが積み込みを待機する場合、2 ステーションのターンテーブルにより最大の利用効率が得られます。パーツが大きすぎて方向を定めることができない場合は、マニピュレーターが有効な機械になります。まず制約を特定し、それを削除するマシンを選択します。
次の目的地
ポジショナ クラスのエンジニアリングの詳細については、「溶接ポジショナ ガイド
」を参照してください。 。 EVST ポジショナーをお客様の部品に合わせて見積もりを受け取るには、ポジショナーの選択
を参照してください。 ページ。完全なロボット溶接セルについては、溶接ロボット ガイド
を参照してください。 およびセル選択ガイド
。調達に関するご質問については、お問い合わせページ
から EVST セールスにお問い合わせください。 .
著者について:EVST 編集チームは、自動化プロジェクトを評価するエンジニアや運用リーダー向けに産業用ロボットとインテリジェント製造について執筆しています。 2018 年に成都で設立された EVST (EVS TECH CO., LTD) は、QJAR、協働ロボット、SCARA、デルタ製品ファミリー全体で IATF16949 自動車グレード認証と CE/SGS/TUV サードパーティ認証を取得し、600 以上の自動化プロジェクトを提供し、100 カ国以上に出荷してきました。


