


3Dプリンターのキャリブレーション。 3Dプリンターを調整する方法
3Dプリンターを正確に調整して、最高のパフォーマンスを確保し、投資から最高の利益を得る方法を知っていますか?
3Dプリンターのキャリブレーションは、完成した印刷の印刷品質に影響しますか?
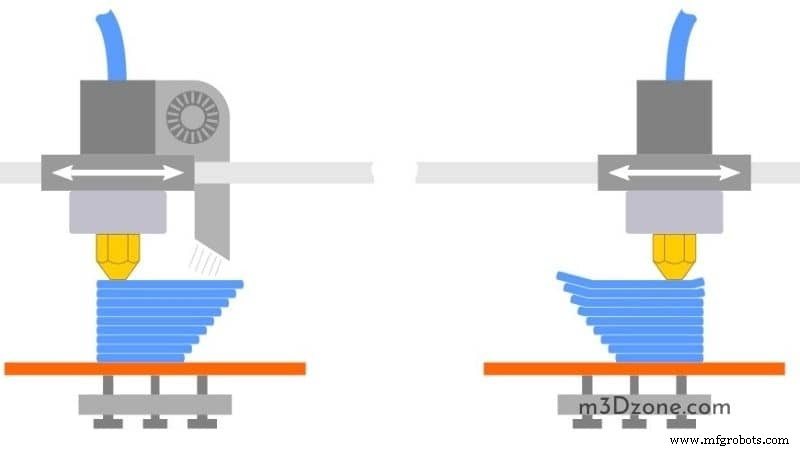
プリンタのノズルがプリントベッドに近すぎると、プリントの最初の層が押しつぶされて破壊される可能性があります。したがって、印刷をキャンセルする必要がある場合があります。
一方、ノズルがプリントベッドから離れすぎると、プリントに接着力がなくなり、失敗する可能性があります。
Zオフセットを微調整することで、最初のレイヤーで作業できます。 Zオフセットは、Z軸をZエンドストップまたはプリンターベッドからどれだけ移動する必要があるかを3Dプリンターに指示します。
ただし、すべてのモーターを微調整する方法を学ぶことは、3D印刷の初心者にとっては難しい場合があります。ただし、1つのモーターを調整すると、他のモーターを簡単に調整できます。
正確なキャリブレーションの目標は、プリントの最初の層がプリントベッドに確実に付着するようにすることです。
では、3Dプリンターをどのように調整しますか?
3Dプリンターのキャリブレーションには何が必要ですか?
- ソフトウェアを搭載した3Dプリンター
- フィラメント
- テープ
- 定規(40cm)
- デジタルノギス
- 紙と鉛筆のパッド(Amazonで確認)
キャリブレーションを開始する前に、期待される結果を得るのに役立つ水平なプリントベッドと正方形のフレームがあることを確認してください。この2つがないと、プリントヘッドがプリントベッドに溶け込み、不快な結果を招く可能性があります。
キャリブレーションキューブとは何ですか?
キャリブレーションキューブは、3Dプリンターの設定を微調整するのに役立つ幾何学的形状を指します。ミリメートルの設定を調整するためにも使用できます。
ステッピングモーターのキャリブレーション
3Dプリンターには、小さなステップを使用して回転するステッピングモーターが付属しており、押出機と軸を特定の距離だけ移動します。回転が100ステップの場合、ステッピングモーターは50回転して半回転します。

3Dプリンターでモーターを調整するには、距離とステップの関係を決定する必要があります。最高の押出機キャリブレーションを実現するには、プリンターがフィラメントを押し出しすぎないようにする必要があります。
したがって、いくつかのGコードコマンドを3Dプリンターに送信する必要があります。
次の手順を使用して、モーターを調整できます。
1。校正値を準備する
ここでは、3Dプリンターの設定と印刷方法を比較します。不一致を修正するには、いくつかの計算を行う必要があります。
- まず、プリンタコマンドM503を送信して設定を取得します。コマンド入力後の出力の一部には、ユニットあたりのステップ数が含まれます:M92 X100.00 Y100.00Z400.00E140.00。
- コマンドの最初の3つの値は、X、Y、Z方向に1ミリメートル移動するステッピングモーターのステップに対応しています。出力の最後の値は、押出機モーターが押し出されたフィラメント1ミリメートルあたりに取るステップを表します。最後の番号をAとしてマークできます。
- その後、フィラメントを挿入し、押出機の上に約50mmのマークを付けます。キャリパーを使用できます(Amazonで確認) 実際の値を取得してから、値をBとしてマークします。
- 次に、約10mmのフィラメントを押し出し、押出機の上部からマークされたポイントまでの値を測定します。値をCとしてマークできます。そのため、B-Cは押し出されたフィラメントの実際の測定値です。
B-C =10の場合、押出機は正しく校正されています。それ以外の場合は、1ミリメートルあたりの押出機のステップを更新する必要があります。したがって、次の値D =10 * A /(B – C)を思い付くことができます。新しい値は、プリンターの押出機の1mmあたりのステップ数を表します。
2。押出機を調整する
押出機のキャリブレーションを開始するには、3Dプリンターに新しい値を通知する必要があります。
このコマンドは新しい値をプリンターに通知しますが、保存はしません。コマンドM500を使用して、新しい番号をプリンタに保存する必要があります。
軸を調整するとき、完璧な結果を期待するべきではありません。キャリブレーションが正しいかどうかを確認すると、いくつかの変動が発生します。ただし、目的の値に近い場合は、プリンタは適切に調整されています。
3。 3Dプリンターの軸を調整する
押出機をキャリブレーションした後、3Dプリンターの軸をキャリブレーションする必要があります。軸のキャリブレーションは、押出機のキャリブレーションと同じプロセスに従います。
ただし、軸のキャリブレーション中に、何かを印刷する必要があります。
押出機は印刷物のサイズに影響を与える可能性があるため、軸をキャリブレーションする前に必ず押出機をキャリブレーションする必要があります。
軸を調整するには、小さな立方体を印刷することから始めます。選択したCADソフトウェアを使用して設計できます。
小さな立方体の印刷が終了したら、寸法を測定します。次のステップでは、押し出しで行ったように、各軸に対して計算を繰り返します。つまり、D =10 * A /(B – C)です。ただし、次のように変数を新しい値に置き換えるようにしてください。
- (B – C)新しい測定値
- 新しい測定値の目標値が記載された数値10
- 特定の軸のM92値を使用してコマンドM503を送信した後、手順1で取得した値
最後に、M92コマンドを3Dプリンターに送信し、Eを設定する必要のある特定の軸の文字に置き換えます。
複数の測定を行い、押出機で行ったようにそれらの平均を取得するのが最善です。
測定するために複数のオブジェクトの印刷を開始する必要はありません。代わりに、同じ軸に沿って立方体のさまざまな位置を測定できます。
4。 X軸の値の測定
X軸の値を測定する場合は、X軸をホーミングし、Z軸を脇に置くことから始める必要があります。
テープ、最も好ましくは柔軟性の低いテープを取り、プリンタのベッドに置きます。テープは、X軸を移動するときに移動しない3Dプリンターのポイントにある必要があります。
次に、3DプリンターにX軸を移動するように指示します。 100x100x100mmのプリンタベッドを使用する場合は、70mmから始めるのが最適です。プリンタの機能を超えない限り、軸をさらに押すことができます。
その後、キャリパーを使用してX軸の実際の測定値を測定できます。測定値が70mmの場合、x軸は適切に調整されています。
最初のトライアルでは正確に70mmが得られない場合がありますが、行った測定値に注意する必要があります。
5。 Y軸のキャリブレーション
Y軸のキャリブレーションは、X軸のキャリブレーションに似ています。唯一の違いは、Y軸の動きを測定するためにテープを貼り付ける場所です。
まず、X、Y、およびZ軸をホームにする必要があります。次のステップでは、3Dプリンターの最も外側の部分と一致するまでX軸を移動します。
次に、X軸にマークしたポイントの上にY軸にテープを貼ります。 Y軸を70mmに移動し、テープを使用してポイントをマークします。次に、2点間の実際の距離を測定する必要があります。
2つの測定値と現在のM92値を使用して、新しいm92値を解決できます。
6。 Z軸のキャリブレーション
デジタルノギスの代わりに定規を使用してZ軸を測定できます。
まず、x、y、z軸をホームにする必要があります。次に、定規をプリントベッドに対して垂直に配置する必要があります。その後、腕の最も高い部分など、3Dプリンターの特定のポイントと同じ高さに目を動かします。
測定を行うときは、目が測定したいポイントと同じ高さであることを確認してください。次に、プリンタに100mm上げるように指示してから、プリンタがどれだけ移動したかを確認します。
最初の測定値から2番目の測定値を引くと、プリンタをオーバーシュートしたかどうかを確認するのに役立ちます。
フィラメントの設定を微調整する
フィラメントのすべてのロールには、その特性があります。異なるメーカーのプラスチックと同じ素材の色は異なります。
最高の印刷を得るには、フィラメントの設定を微調整する必要があります。フィラメントメーカーが推奨する設定を使用すると、高品質のプリントを得ることができます。
次の手順を使用して、設定を微調整できます。
a)フィラメントを測定する
フィラメントスプールの直径は、メーカーが報告したものとわずかな割合で異なる場合があります。したがって、キャリパーを使用してフィラメントの実際の直径を測定すると便利です。
スプールと一緒にいくつかの場所でフィラメントの直径を測定する必要があります。さまざまな測定値の平均を取り、フィラメントの直径として結果を入力します。
3Dプリンターが適切な量のフィラメントを確実に押し出すため、直径を正しくすることが不可欠です。
b)適切な印刷温度を取得する
印刷温度校正タワーを考え出すことで、印刷に適した温度を得ることができます。
温度タワーはさまざまな高さのブロックに分割されており、各ブロックはさまざまな温度で印刷されます。印刷後にブロックを分析して、材料を印刷するのに最適な温度を決定できます。
温度タワーの印刷にはいくつかの作業が必要であることに注意してください。一部のスライサーでは、さまざまな高さのさまざまな温度で印刷できます。それ以外の場合は、印刷する前にGコードを手動で編集する必要があります。
押出機の温度を設定するには、Gコードコマンドを挿入する必要があります。温度を設定するためのGコードコマンドはM104から始まります。
どのように適切な温度を設定しますか?
- 各ブロックの高さを決定することから始める必要があります。番号をHとしてマークできます。したがって、ブロックの高さは0、H、H1、H2、H3、H4などになります。
- 次に、Gコードファイルを開きます。 3Dプリンターに移動方法を指示するコマンドを探す必要があります。コマンドはG1で始まります。 Gコードファイルには多数のコマンドが含まれている必要があります。
- 次に、Z[H]からG1の最初のGコードコマンドを取得する必要があります。コマンドは、XとYの動きで構成することもできます。
- G1行の前に、行M104S[T]を挿入します。 Tは、高さHでのブロックの温度を表します
- 適切な温度を使用して、各ブロックのプロセスを繰り返します
- 完了したら、更新したファイルを印刷します。
温度タワーを印刷する場合、ブロックを調べると、材料を印刷するのに最適な温度を決定するのに役立ちます。スライサーの温度を印刷温度として設定します。
結論
3Dプリンターとスライサーの設定を調整する以外に、印刷の品質を向上させるために使用できる他の設定があります。 拷問テストを使用できます プリンタが何をするのが得意で、何がうまくいかないのかを判断するため。
プリントを完成させると、オーバーハングやブリッジなどのさまざまな領域に対処するのに役立ちます。拷問テストは、さまざまな問題の診断にも役立ちます。
3Dプリント