


3D プリンター ベースのレベリングとキャリブレーション
デスクトップ 3D プリンター(FFF/FDM)のユーザーは、フィラメントの不良、不適切な印刷パラメーター、3D プリンターの設置場所に適していない条件(湿度の高い環境、寒さやドラフトなど)が原因である可能性がある、さまざまな種類の問題を見つけることがよくあります。 3D プリンターのメンテナンスとキャリブレーションの欠如。
3D プリンターで調整する最も重要な部品の 1 つは、ベースまたはベッドです。これは、十分に水平にならないと、良好な印刷結果が得られないためです。
このベッドのキャリブレーション プロセスは、3D プリンターのモデルに応じて、次の方法で行うことができます。
- オートレベリングアシスト:一部の 3D プリンターにはこのシステムがあり、ベースのネジを回して高さを調整し、適切な高さで赤から緑に変わる独自の 3D プリンターを備えたヘルプ LED で構成されています。
- 補正レベリング:3D プリンターは、エクストルーダーとベースの間の距離をポイントで最初に測定します。次に、印刷時に、同じレイヤー内で z 軸の高さが変化し、押出機とベースの間の距離が常に一定に保たれます。
- 手動レベリング:ベッド自体のネジを回して、ベッドのレベリングを調整します。
この記事では、市場に出回っているほとんどの FFF/FDM 3D プリンターで最も一般的な手動レベリングのケースに焦点を当てます。
最初の推奨事項
3D プリンターのベースがガラスで、修正スプレー(Magigoo、 3DLac 、DimaFix など)を使用している場合は、レベリング時に起こりうる問題を回避するために、ベースをよく洗うことをお勧めします。ノズルからぶら下がっている残りのフィラメントを取り除くことも重要です。そうしないと、材料の沈殿物によって測定誤差が生じます。
一方、ベース自体の調整ネジは、その移動の中間点に配置する必要があります。さらに、z 軸の「ホーム」を実行するときは、z 軸のリミット スイッチを動かして、ベースとエクストルーダーの間の距離を広げ、ガラスまたはプリンター サポート 3D の接触や破損を回避する必要があります。 /P>
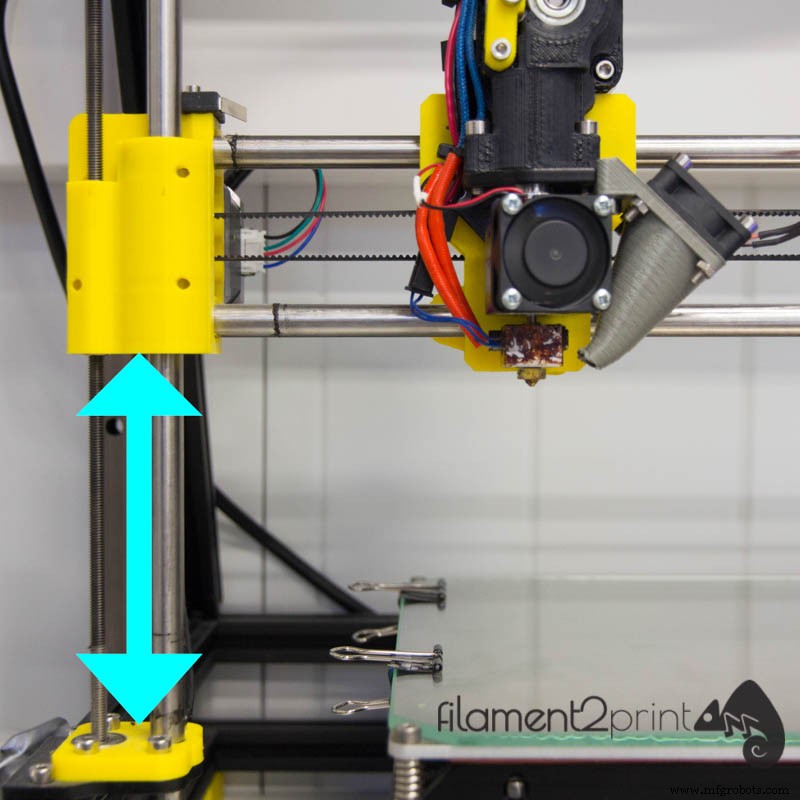
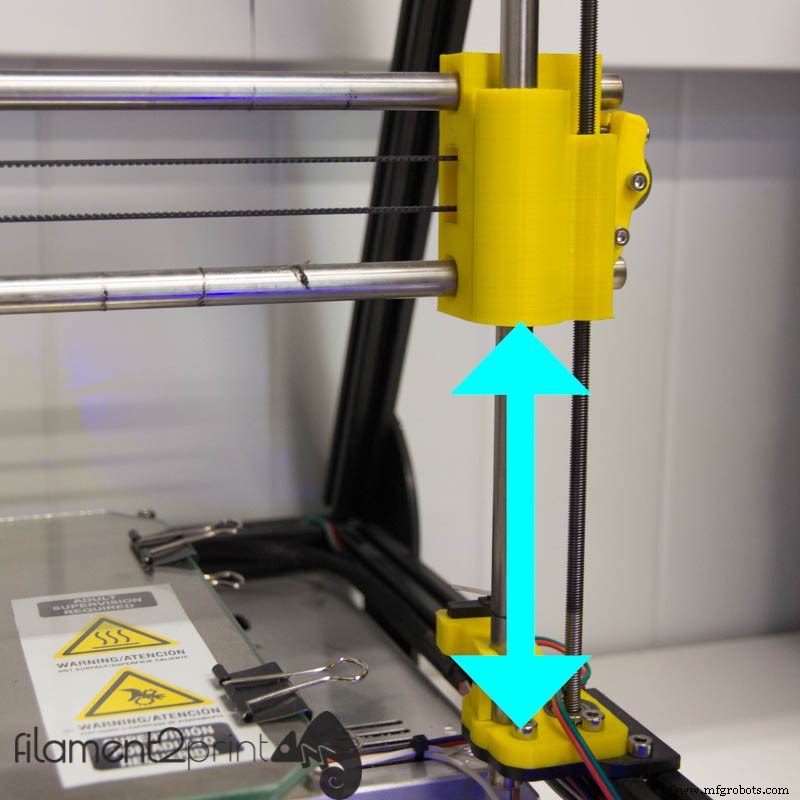
X軸調整
この軸(エクストルーダー自体が移動する場所)を調整して、エクストルーダーが動いたときにエクストルーダーとベースの高さにばらつきがないようにする必要があります。まず、z 軸ガイドのポイントから 3D プリンターの固定ポイントまでを測定して、両側の高さが同じであることを確認する必要があります。それを均等にするために、モーターは調整が必要な側を手動で回し、反対側を保持して回転しないようにします。これを行わないと、Z 軸モーターが並列に接続されているため、一方を回転させると電気が発生し、もう一方が回転します。
Z 軸リミット スイッチの調整
このステップでは、3D プリンターにレベリング補助機能がない場合、Cura3d や Pronterface などの 3D 印刷プログラムが使用されます。これらのプログラムには、z または直接、基本的なレベリング セクションで「ホーム」を行うウィザードがあります。ソフトウェアは、押出機の先端がベースに非常に近づくまで、z 軸を動かし、リミット スイッチを手動で調整します。
ベースの角を調整する
このステップでは、ノズルの出口の直径を考慮する必要があります。理想的な高さは、常に出口直径の半分です。つまり、3D プリンターのノズルが 0.6 mm の場合、理想的な高さは 0.3 mm になります。この距離を正確に測定するには、その厚さのゲージを使用するか、ゲージがない場合に使用します。ほとんどの 3D プリンターは 0.4 mm のノズルを使用するため、80 g のシートの厚さは約 0.2 mm です。エクストルーダーの先端とベースの間にシートを挿入し、z 軸を「ホーム」まで下げます。高さは、フォリオが完全に自由ではなく、引っ張られていない場合に適切ですが、ノズルで用紙をこすることが目立つ場合です。
この距離を調整するには、ベースを上げたり下げたりする必要があるかどうかに応じて、ネジをどちらかの方向に回します。このプロセスは、理想的な高さを達成するために、ベース自体のレベリング ネジの近くで必要なだけ頻繁に実行する必要があります。
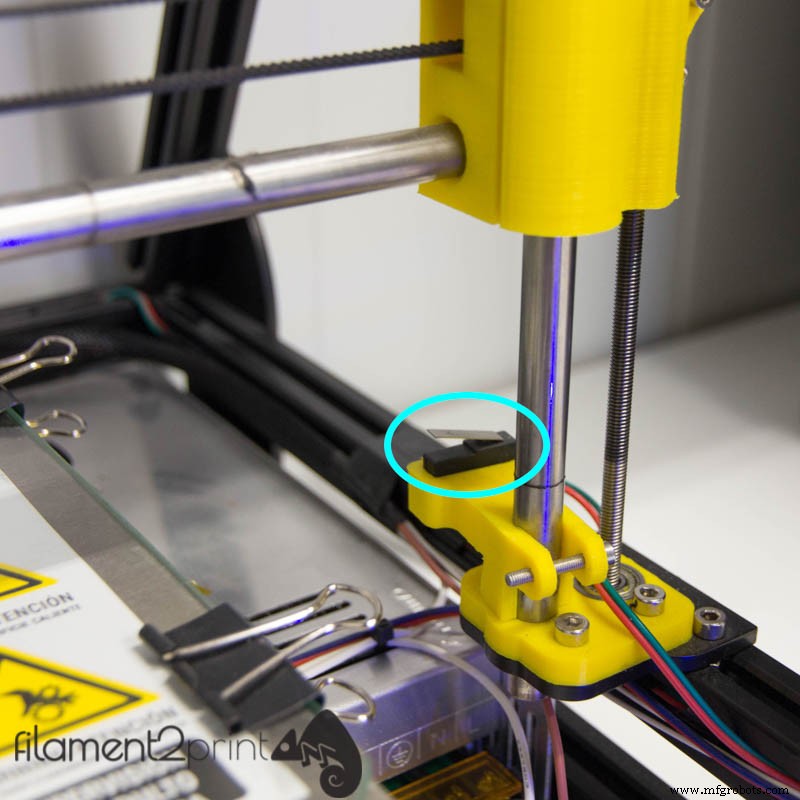
Z軸リミットスイッチ
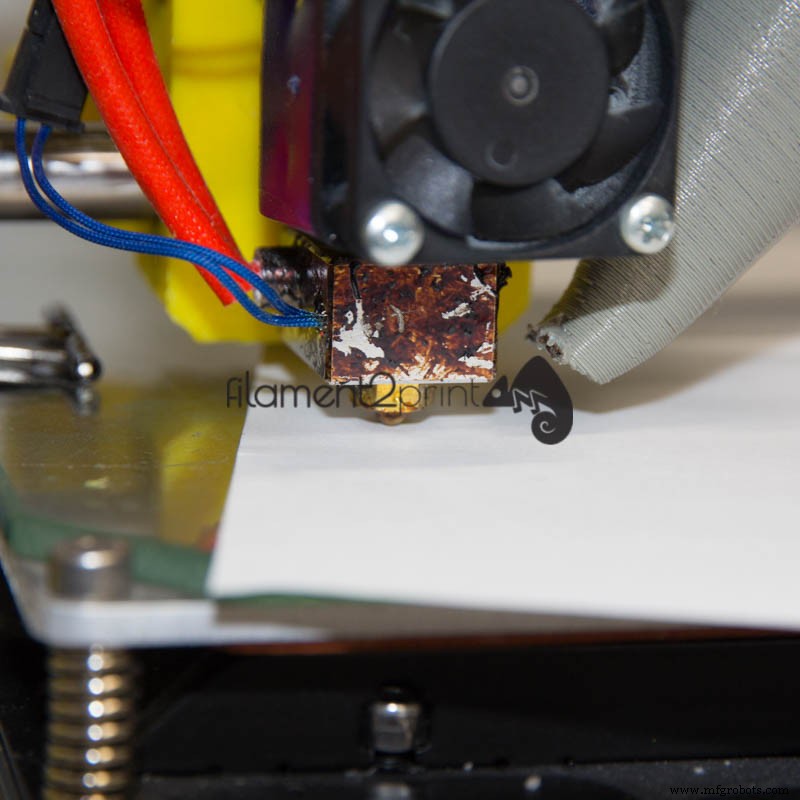
ノズルとベースの間の理想的な距離
ベースを水平にするこれらの手順を実行するのに数分かかるだけで、印刷に関する多くの問題を回避できます。
3Dプリント