


3D プリントにおける後退とは?定義と調整

この記事では、3D プリントにおけるリトラクトの概念を明確にしようとしています。 これは、モデルの外面に材料が堆積したり、同時にプリントされるピース間のスレッドがなくても、高品質のプリントを実現するための非常に重要なパラメーターであるためです。
収縮とは、材料の滴りを防ぐために必要なフィラメントの反動です 3D プリント中に真空エクストルーダーが実行する動きと変位中。
撤回を構成するパラメータは次のとおりです:
- 後退距離 : 後退プロセスで後退する材料の長さ。材料の種類、押出システムの種類(ダイレクトまたはボーデン)、ホットエンドの種類によって異なります。柔軟な素材、特に TPE タイプ (Filaflex) の場合、収縮を無効にして、フィラメントが押出機のピニオンに巻き付くのを防ぐ必要があります。
- 後退速度: エクストルーダーのモーターがフィラメントを戻す速度。このパラメーターでは、高速 (70mm/秒以上) を使用する場合は十分に注意する必要があります。これは、3D プリントを続行するのに使用できないような方法でフィラメントに印を付けることができるためです。
- 最小変位 : 撤回を開始する最小の長さ
- 結合を有効にする: 使用されているラミネーション プログラム(Cura、Simplify3D、Slicer など)のリトラクションの高度なオプションのセクションにあるこのパラメータを有効にすることで、リトラクションの実行とは別に、HotEnd が穴の上を移動するのを防ぐことができます。この素材を使用すると、ピースの内部から見える面に残留物が残りません。
- 格納時の Z 軸の高さ(Lift z): 後退が発生すると同時に、HotEnd は z 軸上を指定された距離だけ移動します。この隆起は、多くの詳細を含む作品を作成する場合にのみ必要であり、その領域に材料の痕跡が残らないように、非常に詳細な小さな領域があります。このパラメータを使用する必要がある場合は、レイヤーの高さと同じ距離を使用することをお勧めします。
上記のパラメーターを適切に調整することで、3D プリンターにとって理想的な収縮が得られます。
残念ながら、正確な値を見つける公式はありませんが、各 3D プリンターと各押出機には特定の値が必要です。次の表には、3D プリンターの長さと収縮速度の推奨値が含まれています。 使用するエクストルーダーのタイプに応じて、特定のケースに合わせて調整するための出発点として適しています。

画像 1:撤回パラメータ
表の値は、使用するラミネーション ソフトウェアのリトラクション セクションに入力されます。 、私たちの場合、Cura 3D は素材のカテゴリ内にあります。
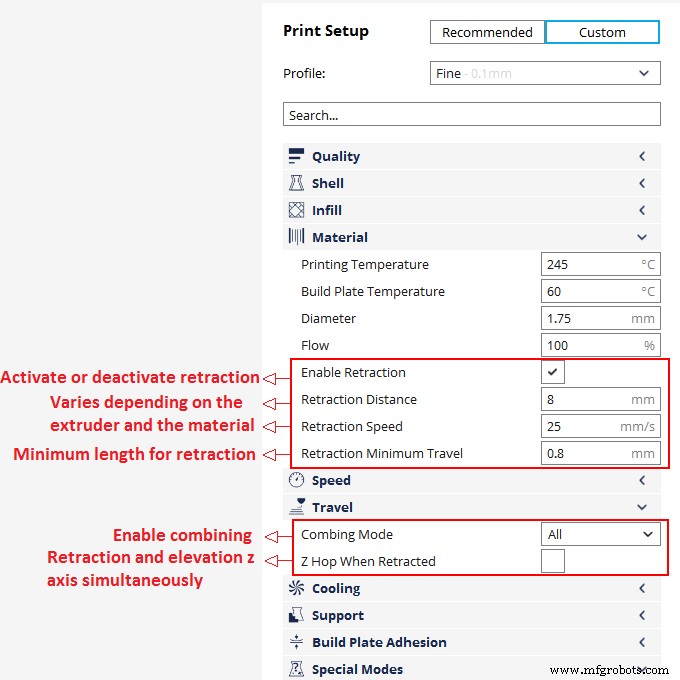
画像 2:Cura 3 での撤回構成
長さパラメータを変更するときは注意が必要です を大きくしすぎると(直接押出機で 20 mm)、不連続な流れが発生し、印刷中の作品に隙間が生じるためです。
撤回を構成するすべてのパラメーターを理解し、提供された値に基づいて、各ユーザーはわずかな調整を行うだけで理想的な構成を取得できます。
3Dプリント