


プラスチック素材を知る:PA 12 (ナイロン 12)
ナイロンは、1930 年代から存在するプラスチックの一般的なクラスです。これらは、プラスチックフィルム、金属コーティング、石油およびガス用のチューブなど、多くの一般的なプラスチック製造プロセスで伝統的に使用されているポリアミドポリマーです。一般に、2017 年の 3D プリンティングの年次報告書で言及されているように、ナイロンは加工しやすいため、付加用途で非常に人気があります。一般に、2017 年の State of 3D Printing 年次報告書で言及されているように、ナイロンは加工しやすいため、付加用途で非常に人気があります。
ナイロン 12 の特性
PA 12 (ナイロン 12 としても知られています) は、幅広い添加剤用途を備えた優れた汎用プラスチックであり、その靭性、引張強度、衝撃強度、および破損せずに屈曲する能力で知られています。 PA 12 は、これらの機械的特性により、射出成形機で長い間使用されてきました。そして最近では、PA 12 が機能部品やプロトタイプを作成するための一般的な 3D プリント材料として採用されています。金属部品をプラスチックに変換することを検討している場合は、まず操作条件、荷重ケース、許容されるクリープ/疲労レベル、および耐薬品性と耐 UV 性に関する仕様を評価してください。
溶融堆積モデリング (FDM) ではフィラメントとして使用され、HP® マルチ ジェット フュージョン (MJF) などのバインダー ジェッティング プロセスでは粉末として使用されます。 PA 12 の独自の形態は、両方の添加剤技術用に開発されています。たとえば HP® は、MJF プロセスで使用する HP® 3D High Reusability PA 12 を作成しました。 Stratasys は、FDM Nylon 12™ と呼ばれる独自の FDM フィラメントを展開しています。また、他社も同様に参加し、独自の PA 12 バリエーション (MatterHackers のナイロン G など) をリリースしています。

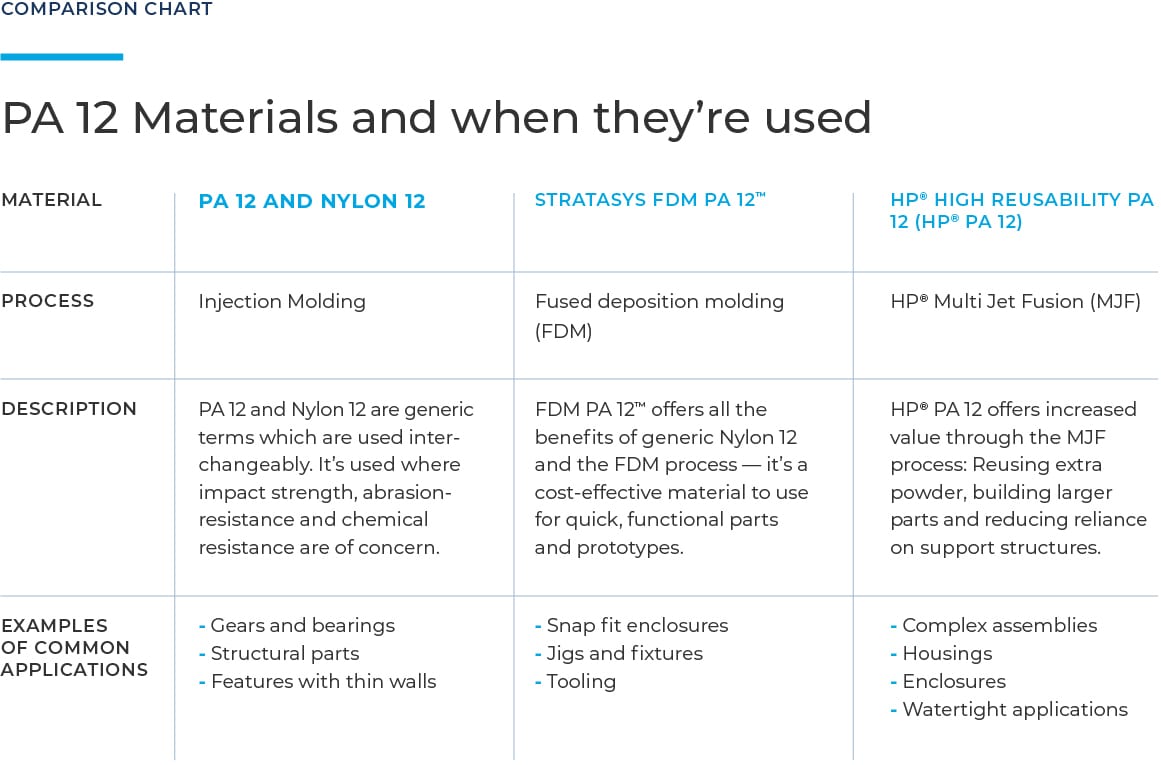
ここでは、射出成形で使用される一般的な PA 12 / ナイロン 12 と Stratasys および HP ® の違いについて説明します。 独自のPA 12素材。次に、PA 12 が FDM と MJF でどのように使用されているかについて詳しく説明します。
FDM およびナイロン 12™
FDM ナイロン 12 ™ フィラメントのスプールで提供され、印刷プロセス中に加熱されてプリンターのノズルから押し出され、特に Stratasys FDM プリンターで使用されます。
他の FDM プロセスと同様に、オーバーハング フィーチャーのサポートを部品設計に組み込む必要があります。幸いなことに、多くの FDM プリンターは 2 つの異なる押出ヘッドに対応できます。1 つはナイロン 12 用で、もう 1 つはサポート材用です。水溶性 PVA などのサポート材は、印刷完了後に簡単に取り外せるように設計されています。
HP PA 12 の機械仕様
引張強度、XYZ:48 MPa/6960 psi
引張弾性率、XY:1700 MPa/247 ksi
引張弾性率、Z:1800 MPa/261 ksi
破断点伸び、XY:20%
IZOD衝撃強度:3.5kJ/m
2
熱たわみ (@0.45 MPa、66 psi)、XY:175 ºC/347 ºF

HPを読む ® 詳細については、PA 12 テクニカル データ シートをご覧ください。
MJF および HP® 3D 高再利用性ポリアミド 12
HP ® 3D 高再利用性ポリアミド 12 (HP ® PA 12) は、HP ® 用に設計された PA 12 の特定の形式です。 MJF。高解像度で細かい特徴を持つ部品を印刷できる細かい粒状の粉末で提供されます。
多くの場合、MJF プロセスは、設計エンジニアが境界を押し広げ、複雑で複雑な形状を自由に印刷できる自立型の性質を備えているため、MJF プロセスを選択します。これにより、アセンブリを単一の連続部品として印刷することもできます。
HP ® の大きなビルド ボリューム MJF では、より大きなパーツも使用できます (HP ® MJF では、最大 16 インチ x 12 インチ x 16 インチまでの寸法の部品を製造できます。印刷後、パーツは未溶融粉末の床から取り除かれる必要があります。これには後処理が必要であり、コストを考える際にエンジニアが考慮する必要があります。 FDM とは異なり、MJF は、印刷方向の剛性差が最小限のほぼ等方性の材料を生成します。
HP ® を使用する理由 PA12
HP ® PA 12 は、靭性と寸法精度と複雑なディテールのバランスが必要なパーツに最適な素材です。 Fast Radius は HP ® を使用 PA 12 は、微調整された表面解像度、高密度、低気孔率でほぼ等方性のパーツをプリントします。テクスチャリング、着色、エンボス加工、彫刻も可能です。
材料のほぼ 100% の密度は、その機械的性能が射出成形用途に一般的に使用される一般的な PA 12 の機械的性能をエミュレートすることを意味します。材料要件の厳しさに応じて、HP ® PA 12 は、射出成形グレードの ABS を置き換えることさえできます。
人気のアプリケーション
HP ® PA 12 の靭性は、繰り返し使用しても壊れたり割れたりしない柔軟な材料を必要とする部品に最適なオプションです。一般的なアプリケーションには次のものがあります:
- スナップ留め
- ケーシング
- 屋外用エンクロージャーの取り付け金具
- ねじ込みインサート
- 振動を受ける部品
- キネティック パーツ
- 治具と備品
HP ® PA 12 の密度は、ABS などの一般的なプラスチックに似ています。ただし、付加製造用に設計することで得られる柔軟性により、(DFAM) 従来の方法で製造されたプラスチック コンポーネントよりも軽量で、強くて耐久性のある部品を製造できます。実際、材料の高い耐疲労性 (つまり、繰り返しの負荷サイクルや振動に耐える能力) により、航空宇宙産業や自動車産業の部品に最適です。
HP PA 12 の持続可能性とコストに関する考慮事項
HP ® PA 12 は廃棄物を最小限に抑えるように設計されており、1 つの造形で残った粉末を後続の造形で使用できます。これにより、印刷ごとに 20% の新しいパウダーと 80% のリサイクル パウダーを使用することができます。 HP ® のリサイクル PA 12 は材料の無駄を減らすだけでなく、規模の経済を合理的に保ち、最良の材料価格を提供します。
設計と運用上の考慮事項
HP ® PA 12 は、オーバーハングとテーパー サイズに関する懸念が適用されないため、あまり多くの設計規則によって制限されません。重要な考慮事項の 1 つは、粉末が閉じ込められるのを防ぐために、内部空洞の通気孔を設計することです。
後処理は余分な粉の除去から始まります。オペレーターは、表面仕上げを行う前に、最終部品を空気またはメディアでブラストします。 HP ® PA 12 は標準のグレー色ですが、必要に応じて、部品を染色処理して黒色に変更することもできます。 HP ® で部品を塗装することもできます PA 12 に必要な色を追加します。
いつあなたのパートを期待するか
HP ® PA 12 は、5 ~ 7 営業日の標準リード タイム内で作業できます。 Fast Radius では、お急ぎの注文や小規模なビルドの場合、3 営業日で印刷を完了することもできます。一般に、MJF は 1 時間あたり 251 立方インチの部品を印刷できます。 HP ® 印刷ボリュームが完全に詰まっている場合、ビルド時間は 17 時間近くになる可能性があります。
印刷後の冷却を考慮する必要があり、これには 3 ~ 50 時間かかることがあります。原則として、ビルドが小さく、パウダーが少ないほど、冷却期間が短くなります。幸い、HP ® はこれを考慮し、必要に応じて任意の部品を 10 時間以内に急速冷却できる二次後処理ステーションを提供します。
以前は不可能だった製品を作成するために、設計の「ルール」に挑戦することに興味がある場合は、HP ® を使用することをお勧めします。 PA 12. HP ® の方法については、当社のチームにお問い合わせください PA 12 は、製品のビジョンを実現します。
Fast Radius でパーツを作成する準備はできましたか?
見積もりを開始する産業技術