


ビデオテープ
背景
ビデオテープは、メディアおよびホームエンターテインメント業界に大きな影響を与えたビデオテクノロジーの不可欠なコンポーネントです。テレビ業界によって最初に制御されたビデオテープとビデオ技術は、現在、民間部門で広く利用可能であり、情報の配信方法とエンターテインメントの作成方法に大きな変化をもたらしました。
ビデオテープはすべて磁気記録に関するものです。 1956年に最初に商業的に導入された磁気記録は、比較的新しい技術でした。ビデオテープと他のすべての形式の記録テープは、磁気を帯びているという点で同じです。実際、ビデオテープはオーディオテープと構成が非常に似ています。ほとんどのビデオテープは、強力で柔軟なプラスチック材料であるマイラーに適用された小さな磁性粒子の層で構成されています。約10億個の磁性粒子が1平方インチのテープを覆い、微細な棒磁石のように機能します。テープが電磁石を通過すると、情報が記録および再生されます。
磁性粒子は、ビデオ信号を拾い上げて運ぶ役割を果たしているため、テープの最も重要な部分です。粒子のサイズ、組成、密度、および分布によって、テープの品質が決まります。製造工程では、粒子がテープのコーティングに配置されます。記録プロセス中、ビデオヘッドは、ビデオ信号の電圧の変化によって決定されるパターンに粒子を配置します。テープが再生されると、パターンが再生ヘッドによってピックアップされ、ビデオイメージになります。
歴史
最初のビデオ録画テープは、裏紙で錆びていました。最初のビデオ録画機は、細い金属線に信号を記録しました。磁気ビデオテープがより良い結果を生み出すことが発見されたとき、磁気レコーダーが作られました。初期の機械のいくつかは、電磁石を横切るときにスプール間を通過するときに鉄合金ワイヤーを磁化する小さな電磁石を使用していました。
磁気テープはワイヤーのように曲がったり曲がったりしないので扱いやすいことがわかりました。最初は鉄のような金属酸化物を粉末にしてテープに貼り付けました。初期のビデオテープの磁性粒子は比較的大きかった。これにより製造プロセスが容易になりましたが、粒子のサイズによってテープの効果が制限されていました。その後、コバルトが粒子に添加され、粒子の磁気特性が向上しました。
研究者が粒子のサイズを小さくする方法を模索したとき、彼らはより小さな粒子がより良いテープをもたらすことを発見しました。しかしながら、より小さな粒子は、製造プロセス中に結合材料に分散することがより困難であることが証明された。結合材料は、後で硬化してテープの磁性層に構造を与える成分の液体混合物です。研究者たちは後に、より良いバインダーの配合と塗布技術、そしてビデオテープの品質の大幅な改善に焦点を合わせました。
1951年、Bing Crosby Enterprisesは、磁気ビデオテープ録画の最初のデモンストレーションの1つを実施しました。ただし、最初のビデオテープの速度が遅いため、商業的に実用的ではありませんでした。それでも、ビデオテープの利点はすぐに認識されました。潜在的な利点には、放送品質の向上、再利用可能なテープ、およびより安価な制作コストが含まれます。
1956年、Ampex社は最初の実用的なビデオテープマシンを発表しました。この最初のモデルは、4つのレコードヘッドと2インチ幅のテープを使用した大型のオープンリール式マシンでした。明らかに、本発明はテレビ放送業界の関心を引き付け、1956年11月30日、CBSはビデオテープを使用して番組を放送する最初のネットワークになりました。
1969年、ソニーがEIAJ標準の3/4インチU-Maticシリーズを発表したとき、大きな革新が導入されました。これは、広く受け入れられるようになった最初のビデオカセットシステムです。ビデオカセットは、オープンリール形式を大幅に改善し、ビデオ分野に大きな影響を与えました。
1980年代初頭、ソニーはベータマックスフォーマットでビデオカセットシステムの消費者市場を確立した最初の企業になりました。他のメーカーもすぐに続き、JVCによって導入された0.5インチ(1.3 cm)テープのVHSシステムがすぐに支配し、市場を支配し続けました。 1984年、コダックとゼネラルエレクトリックは8ミリビデオレコーダーまたはカムコーダーを発表しました。 1995年にデジタルビデオテープが導入されました。デジタル録音により、バックグラウンドノイズが減少し、画質と音質の低下が減少しました。
デジタルテープの導入とデジタルビデオディスク(DVD)の登場により、多くの人が標準のビデオカセットの時代が数えられていると信じるようになりました。しかし、2001年には、世帯の90%がVCRを持っていたのに対し、DVDプレーヤーを持っていたのはわずか10%であると推定されました。テープ製造の新たな進歩と、ビデオテープに対する消費者の好みにより、ビデオテープが恐竜の道を進むには長い時間がかかるようです。
原材料
今日の磁気テープは、ベースフィルム、磁性層、およびバックコーティングの3つの主要な層で構成されています。ベースフィルムは、テープの物理的なサポートと主な強度を提供します。ベースフィルムは、耐久性があり、伸びに強いため、ほとんどがポリエチレンテレフタレート(PET)で構成されています。磁性層がテープの磁気特性を決定します。これは、テープの磁気特性を決定する、低強度の酸化鉄から高エネルギーの金属粒子に至るまでの磁性粉末で構成されています。ポリマー、接着剤、潤滑剤、クリーナー、溶剤、分散剤、静的制御化合物など、層に構造を提供するバインダー。テープの特性を向上させるカーボンブラックなどの添加剤。摩擦と摩耗を減らす潤滑剤。潤滑剤でできているバックコーティングは、テープの耐久性と性能を向上させます。
デザイン
まったく同じビデオテープ製造プロセスを採用しているテープメーカーは2社ありません。各メーカーは、独自の材料とプロセスのバリエーションを使用して、競合他社よりも優位に立っています。ただし、基本的な製造プロセスはすべての企業で同じです。基本的に、ビデオテープの製造には、透明なプラスチックシートのロールを取り、結合材料と磁性粒子の混合物でペイントし、この「ペイント」が乾くまでオーブンで焼き、幅の広いプラスチックロールを薄いストリップにカットして巻き付けます。リール。ビデオテープを覆う磁性粒子は針状です。これにより、テープの表面にしっかりと詰めることができます。磁束密度が高いほど、テープは優れています。最高のテープは、より高い濃度で詰め込まれたより小さな粒子を使用します。
製造
プロセス
主要なビデオテーププロデューサーの1つであるソニーによると、製造プロセスは、混合、コーティング、予定表作成、スリット、仕上げを含む多段階プロセスです。
- 最初のステップであるミキシングでは、テープをコーティングする磁性層、つまり「ペイント」を作成します。磁性粉末は、最初に溶媒および分散剤(通常はポリウレタン)と事前に混合され、粉末が溶媒の上に浮かないようにします。混合プロセスは、粉末が大型の金属製タンク内の大型プラネタリーミキサーによって分散されることから始まります。磁性体を分散させると、バインダー、添加剤、潤滑剤を加えて混合します。塗料は、大きなローラーで粉砕または圧延されるときに、自動的に粉砕段階に送られます。これにより、塗料に凝集物が形成されるのを防ぐせん断作用が生まれます。
- 2番目のステップであるコーティング段階では、ベースフィルムの大きなロールがコーターと呼ばれる機械に供給されるときに開始される連続プロセスで、磁性塗料がベースフィルムに塗布されます。コーターの長さは120フィート(36.6 m)で、400kwの電力を使用します。フィルムは、6つのモーターによって低張力でコーターを介して引き出されます。プロセスの開始時に、テープはコーターのヘッドエンドに入ります。これは巻き戻しエンドと呼ばれます。コーターがロールの終わりを感知すると、新しいロールが自動的にスプライスされます。フライングスプライスと呼ばれる機械装置がベースフィルムの新しいロールを取り付け、ロールが動いている間に古いロールの端を切り取ります。 (このデバイスは、プロセスが動作している間、スプライスを「オンザフライ」で作成できるため、フライングスプライスと呼ばれます。)コーターヘッドは、新しいスプライスが通過するまでフィルムの塗装を停止します。
- コーターヘッドは磁性層をベースフィルムに塗布します。コンピューターがプロセスを監視および制御するため、磁性塗料の薄く均一な層を欠陥なく塗布できます。薄層はサブミクロン、つまり100万分の1メートルで測定されます。最も頻繁に使用されるコーティング方法は、押し出しと呼ばれます。このプロセスでは、小さな開口部から圧力によってフィルムが吹き飛ばされるときに、ペイントがフィルムに塗布されます。ベースフィルムが押し出されたペイントの上を通過すると、ペイントはベースフィルムの表面に滑らかな層で付着します。
- コーティング後、まだ湿っているテープは、新しくコーティングされた層に磁性材料を物理的に配向させる強力な磁場を自動的に通過させます。最初に、粒子はバインダー上にランダムに配置されます。最も効果的な磁気記録には物理的な位置合わせが重要であるため、粒子は同じ方向に配向します。これは、バインダーが硬化するときにテープを磁場に通すことによって実現されます。粒子の分散と配向が均一であるほど、テープのパフォーマンスは向上します。これで、磁性層を乾燥させる準備が整いました。
- 乾燥により、配向した粒子が位置を変える前に固定されます。乾燥時に、混合に使用した溶媒を蒸発させて回収します。テープの磁性層が安定します。乾燥が完了すると、テープはX線スキャナーを通過し、新しく貼り付けられた層の均一性をチェックします。
- 乾燥とスキャンの後、テープは幅4フィート(1.2 m)、長さ1,000フィート(305 m)を超える大きなロールに巻き戻されます。プロセスを開始したフライングスプライスと同様に、テープにスリットが入れられ、新しいロールが自動的に巻き上げを開始します。コーティング中、テープの張力は一定に保たれます。新たに巻かれたロールのサイズが徐々に大きくなるにつれて、風速は徐々に低下し、最初から最後まで張力を維持します。
- 3番目のステップには、予定表と呼ばれるプロセスが含まれます。この時点では、磁性粒子間の空間は完全には設定されていません。したがって、スチールローラーと弾性ローラーの間に形成されたばかりの層を圧縮する予定プロセスによって、このスペースを最小限に抑えることが可能です。これにより、磁性粒子の充填密度が高まり、テープの磁束密度が最大になり、磁性層の表面が滑らかになり、テープとヘッドの接触が向上します。プロセス中、テープは一連のローラーを介して自動的に供給されます。スチールローラーはテープの磁気側に接触し、弾性ローラーはテープの裏側に接触します。これは、フィルム全体に均一な圧力を発生させる方法です。このプロセスの後、テープの最終的な表面特性と厚さが設定されます。これで、テープをスリットする準備ができました。
- カセットにロードする前に、テープはそのフォーマットによって決定された幅にスリットされます。一般的に使用されるテープ形式には、0.5インチ(1.3 cm)、0.75インチ(1.9 cm)、または1インチ(2.5 cm)があります。テープは、2セットのブレードで構成されるスリッターに接続されます。テープがスリッターに引き込まれると、ブレードがテープを希望の幅にカットします。スリットは非常に正確なプロセスであり、テープの品質にとって重要です。このプロセスは通常、レーザーによって監視され、折り目やピンホールなどの欠陥を検出します。テープは、VCRまたはカムコーダーでのスムーズな動作を保証するために、目的の幅のミクロン以内にスリットされています。スリットが不十分なエッジは、酸化物、ベースフィルム、およびバックコートされた粒子を放出する可能性があります。テープがスリットされた後、プロセス中に蓄積された破片を取り除くクリーニングワイプを通過します。次に、テープは、映画フィルムのロールに似た長い「パンケーキ」ロールに巻かれます。これで、テープがカセットにロードされる最終段階の準備が整いました。
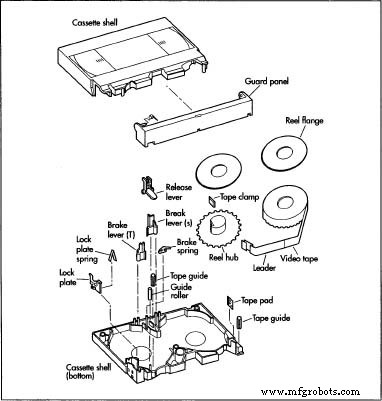 ビデオカセットのコンポーネント。
ビデオカセットのコンポーネント。 - 仕上げ段階で、テープカセットが作成されます。カセットシェル自体は、金属の空洞または型に配置された溶融プラスチックから作成され、シェルの上半分と下半分に形成されます。これらの半分は5本のネジで固定されています。ビデオカセットシェルのコンポーネントには、テープ自体を保持する2つのスプールが含まれています。シェル内にテープを安全に収納する、可動式のバネ仕掛けのドア。テープ自体を引っかき傷から保護するステンレス鋼のピンとローラー。記録または再生中にテープをガイドする低摩擦ローラー。ほこりの蓄積を防ぐ静電気防止リーダー。テープがシェル内で転がるのを防ぐ2つのバネ仕掛けのロック。空のカセットシェルには、リーダーが取り付けられたハブがあります。リーダーは自動的にパンケーキロールに接合されます。パンケーキロールは、測定された量のテープをカセットに巻き取るカセット内ローディングマシンに配置されます。次に、ロードされたカセットはパッキングインサートで組み立てられ、保護スリーブに配置されます。最後に、カセットはパッケージ化され、出荷用に箱詰めされます。
副産物/廃棄物
一部の製造工場では、製造中にコーティングプロセスで使用された溶剤が回収および精製され、さらにテープの製造に再び使用されます。溶媒は、気流を使用するドライヤーで蒸発します。これにより、空気と溶剤の混合物が生成され、パイプを介して溶剤回収ステーションに運ばれます。このステーションでは、溶剤と空気が分離されます。次に、溶媒を蒸留して使用するために保存します。
品質管理
一般的に、品質管理は製造プロセス全体を通して継続されます。
コンピューター、X線、レーザーは、さまざまな段階を監視するために使用されます。成分もテストされます。ソニーでは、製造を開始する前に、品質管理ラボによって原料がテープの配合の仕様と照合されます。酸化物と金属粒子の均一性とサイズがチェックされます。磁気の「フットプリント」は、磁気特性に準拠していることを確認するためにテストされます。バインダーと潤滑剤の純度がチェックされます。ポリエステルベースフィルムの一貫性と強度がチェックされます。
未来
技術と製造における最近の進歩は、さらに優れたテープを可能にし、未来への道を示しています。新世紀の変わり目までに、人々が使用しているテープのほとんどは酸化物テープでした。活性磁性コーティングは、ある種の酸化金属でした。純金属のコーティングで作られたテープ、または金属蒸着テープが優れていることが証明されています。金属蒸着テープを製造する際、製造業者は磁性粒子を堆積させるために異なるプロセスを採用しています。磁性粒子がバインダーで運ばれ、テープに塗られる代わりに、それらは固体から気化され、ベースフィルム上に堆積されます。電子ビームは、真空チャンバー内で金属を数千度まで加熱します。その後、金属は気化し、特別に準備されたベースフィルムに付着します。この磁性層には保護コーティングが施されています。その結果、純粋な磁性粒子の滑らかで薄く、密に詰まったフィルムができあがります。バインダーを使用していないため、粒子は固体金属に近い密度で噛み合います。ソニー株式会社は、Advanced Metal Evaporated(AME)プロセスを使用して、この新しいプロセスを先導しました。この種のテープは比較的新しい技術を表しており、その可能性が最大限に発揮されるのを待っています。
詳細情報
本
Alldrin、L.、etal。 コンピュータビデオメーカーハンドブック。 第2版ボストン:フォーカルプレス、2001年。
Nmungwun、A。ビデオ録画技術:メディアおよびホームエンターテインメントへの影響。 ニュージャージー:Lawrence Erlbaum Associates、1989年。
ヘラー、N。、およびT.ベンツ。 テープに関する大きな議論:新しいビデオフォーマットの進化。 ニューヨーク:Knowledge Industry Publications、1987年。
その他
Stoffel、T。ビデオテープシステム理論のWebページ。 2001年12月。
Webページ。 2001年12月。
ダン ハーベイ
製造プロセス