


テニスラケット
背景
テニスの試合は、1873年に公式にさかのぼります。このとき、最初の規則の本が北ウェールズのウォルタークロプトンウィングフィールド少佐によって出版されました。しかし、テニスには、ルネッサンス以前にヨーロッパで進化した手でプレーされる球技の前身があります。これらのゲームは、最初は素手で、後に手袋をはめた手で、次にロープで包まれた手で行われました。その後、木製のバットが導入され、15世紀に最初のラケットが登場したようです。これらの初期のラケットは現代のテニスラケットよりも小さく、さまざまなパターンで張られていました。テニスのルールがウィングフィールドらによって標準化されたとき、コートの形と大きさ、そして使用できるボールの種類が指定されました。しかし、ラケットのサイズ、形状、または素材の構成を管理する規則はありませんでした。
1965年まで、すべてのプロテニスラケットは木でできていました。スチールテニスラケットは1965年にフランス人プレーヤーのルネラコステによって特許を取得し、1968年にスポルディング社は最初のアルミニウムラケットを販売しました。これらの金属製のラケットは徐々に引っ掛かりました。金属製のラケットが可能にしたのは、より広いヘッドを可能にするためのデザインの変更でした。木製のラケットは、弦の問題を起こさずに頭を広くしたり長くしたりすることはできませんでした。頭が広すぎると、弦の張力が大きくなりすぎて、ラケットがうまく機能しませんでした。しかし、金属フレームの強度が高いほど、弦の張力を大きくすることができます。 1970年代半ばにハワードヘッドによって開発された特大のアルミラケットは、最初はプロに嘲笑されましたが、アマチュアはすぐにそれでより良く打つことができることに気づきました。新しい大きなラケットでは、プライムヒットエリア、いわゆる「スイートスポット」のサイズが2倍になったため、ほとんどの人にとって使いやすかったです。より大きなラケットは、1980年代初頭までにすべてのレベルのプレーで標準になりました。
国際テニス連盟はついに1981年に許容可能なテニスラケットを定義する規則を採用しました。国際テニス連盟は1977年に導入された革新的なストリング技術を使用したラケットを禁止しました。 「スパゲッティストリング」ラケットを使用しているプレーヤーは、上位の対戦相手に対して大きな混乱を引き起こし、わずか5か月後、これらのラケットはプロのプレーで許可されませんでした。最初のラケットのルールでは、ラケットとストリングを任意の材料で作ることができ、サイズ、重量、または形状を制限していませんでした。弦は、少なくとも1/4インチ(0.64 cm)、0.5インチ(1.3 cm)以内の間隔で、クロスポイントでインターレースまたは結合する必要がありました。ボールの飛行を変える可能性のあるアタッチメントは許可されておらず、ラケットの縦軸に沿った重量配分はプレー中に変化してはならない。その後、ラケットの最大長は32インチ(81 cm)に制限されました。これは1997年1月に再び変更され、長さは29インチ(74 cm)に戻りました。
現在、平均的なラケットの長さは約28インチ(71 cm)で、重さは10〜14オンス(284〜397 g)です。ラケット技術には最近多くの革新がありましたが、そのすべてがプレーヤーに受け入れられたわけではありません。あるメーカーは六角形のラケットを販売していますが、他のメーカーは非常に幅の広いボディのラケットを製造しています。新しい材料(グラファイト繊維強化熱可塑性粘弾性ポリマー)で作られたラケットは、ボールを打つ強さに応じて柔軟性が変化するように設計されています。テニス肘を軽減するための設計では、ヘッドフレーム内のプラスチックチャンバーに囲まれた小さな鉛ベアリングを採用しています。ラケットがボールに接続するときのベアリングの動きは、プレーヤーの腕に痛みを引き起こす可能性のある振動を緩和することになっています。しかし、現在最も一般的なラケットは、アルミニウム、またはグラファイト、グラスファイバー、その他の材料の複合材料でできています。
原材料
アルミニウムラケットは通常、いくつかの合金の1つでできています。人気のある合金の1つには、2%のシリコンと、微量のマグネシウム、銅、およびクロムが含まれています。別の広く使用されている合金には、マグネシウム、銅、およびクロムを含む10%の亜鉛が含まれています。亜鉛合金はより硬くなりますが、よりもろくなり、シリコン合金は作業が容易になります。複合ラケットには、さまざまな素材が含まれている場合があります。それらは通常、中空コアまたはポリウレタンフォームコアの周りの異なる層のサンドイッチで構成されています。複合ラケットの典型的な層は、グラスファイバー、グラファイト、およびホウ素またはケブラーです。強度を高めるためのセラミック繊維など、他の材料も使用できます。
テニスラケットに見られる他の素材は、ストリング用のナイロン、ガット、または合成ガット、およびハンドルグリップ用のレザーまたは合成素材です。ナイロンはおそらく最も一般的な紐の素材であり、ねじれた牛や羊の腸から作られた腸をまだ使用している専門家はごくわずかです。合成ガットは、天然ガットと同じ効果を出すために撚り合わせたナイロンで作られています。古い木製のラケットは通常革のハンドルグリップを使用していましたが、現代のラケットは一般的にビニールなどの革のような代替品を使用しています。ラケットには、ヘッドのベースにあるヨークやハンドルの下部にあるキャップなどのプラスチック部品も含まれている場合があります。
製造
プロセス
米国で販売されているラケットのほとんどは、日本またはアジアの他の場所にあるいくつかの大規模な工場の1つで大量生産されています。したがって、ブランドに関係なく、ラケットは以下に説明する方法のいずれかで作成された可能性があります。珍しい機能を備えたラケットは例外かもしれません。また、最高級のラケットは張られていない状態で販売されることが多く、バイヤーはプロショップで自分の仕様に合わせて張っています。したがって、この場合、工場での弦のステップはスキップされます。
アルミラケット
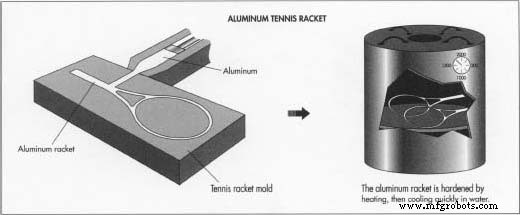
- 1 フレームを形成します。 アルミラケットを作るには2つの方法があります。アルミニウムを溶かして、ラケットフレームの形をしたダイに押し込むことができます。または、金属を最初に溶かしてチューブに押し出し、次にチューブをダイに通します。
- 2 穴あけとサンディング。 次に、粗いラケットをボール盤に入れ、ヨーク(弦の底を保持するスロートピース)の穴を、弦の側面とスティックの基部に開けます。掘削機は複数のスピンドルを使用し、それぞれが各ストリング穴の所定の位置にドリルビットを保持します。ラケットは、機械の中央で水平に保持されます。次に、ドリルがアクティブになり、すべての穴が同時にドリルされます。次に、フレームをサンダーに配置して、穴あけで残った鋭いエッジを滑らかにします。
- 3 焼き戻し。 この段階で、ラケットはOテンパリングされます。つまり、熱と急冷にさらされます。このプロセスはアルミニウムを硬化させ、ラケットに追加の強度を与えます。ラケットはオーブンのトレイに置かれ、白熱するまで加熱されます。次に、トレイをオーブンから取り出し、ラケットを水に浸します。焼き戻し後、ラケットも陽極酸化することができます。弱硫酸溶液に浸し、お風呂に電流を流します。この処理により、アルミニウムの表面が変化し、ラケットに光沢のある仕上がりが得られます。
- 4 ストリング。 グロメットストリップは、頭の端の周りの溝にちりばめられています。柔軟なグロメットストリップ(通常はプラスチック)は、その穴がフレームヘッドのストリング穴に合うように事前に穴あけされています。次に、ヨークをラケットヘッドのベースに取り付けます。これで、ラケットをひもでつなぐ準備ができました。各ラケットは、糸引き機に座っている作業員によって個別に張られます。作業者はまずラケットを機械に固定し、機械はラケットを水平に保持します。作業員は、ラケットの上の可動バーに取り付けられた強力なスレッダーを使用して、弦を穴に通します。長さ方向のストリングが最初に引っ張られ、次に引っ張られます
 クロスストリングを織り、テンションを調整します。
クロスストリングを織り、テンションを調整します。 - 5 仕上げ。 ラケットを仕上げるには、作業員がハンドルの端を切り、バットキャップと呼ばれるキャップを挿入します。次に、作業者はハンドルに強力なダブルスティックテープを巻き、次にビニールグリップテープを巻きます。この後、文字列にロゴを刻印し、フレームにデカールを刻印することができます。検査官はラケットに傷や火星がないかチェックし、サイズと重量の仕様に準拠していることを確認します。その後、ラケットは最終的なクリーニング段階を経ることがあります。次に、作業員はそれらを保護カバーに入れ、ラケットは梱包され、最終的に倉庫に送られて流通します。
複合ラケット
- 6 フレームを形成します。 複合ラケットは、通常はグラファイトとグラスファイバーなどのさまざまな材料の層と、おそらくホウ素、ケブラー、またはセラミック粒子を含むグラスファイバーに類似した材料を含む他の層でできています。ラケットメーカーは、フラットサンドイッチとしてレイヤーを組み立てることから始めます。次にサンドイッチをストリップにカットし、ストリップを中空の柔軟なチューブに巻き付けます。次に、包まれたチューブをラケット型の型に入れます。チューブはラケット全体に伸びており、ポンプに接続されています。次に、金型が加熱され、チューブに空気が送り込まれます。チューブ内の空気の圧力と熱が、サンドイッチの層を結合します。あるいは、中空管にポリウレタンフォームを充填することもできます。金型が加熱されると発泡体が膨張し、材料が固まります。
- 7 穴あけとシーリング。 作業員はラケットを型から外し、検査エリアに運び、そこで欠陥のあるラケットを取り除きます。フレームの端をカットし、ラケットをボール盤に入れ、上記のようにひも穴を開けます。穴あけ後、ラケットはポリマーコーティングでブラッシングされ、乾燥機に入れられます。このステップを数回繰り返した後、ラケットを研磨します。最終コーティングの前に、ブランド名のデカールが貼られています。
- 8 糸引きと仕上げ。 次のステップは、前述のアルミラケットの場合と同じです。グロメットストリップとヨークは適切な溝に固定されており、作業員はラケットをストリングマシンで一度に1つずつストリングします。ロゴまたはブランド名は、文字列にスクリーン印刷される場合があります。作業員はバットキャップを挿入し、ハンドルにダブルスティックテープとグリップテープを巻き付けます。次に、ラケットは洗浄、検査、梱包され、倉庫に送られます。
品質管理
検査官は、製造プロセスの多くのポイントでラケットをチェックします。フレームが最初に型から取り出されるとき、それらは視覚的に検査されます。欠陥のあるラケットは分けられており、通過するラケットは品質のために大まかに等級分けされる場合があります。アルミラケットは、以下を決定するためにストレステストを受けます 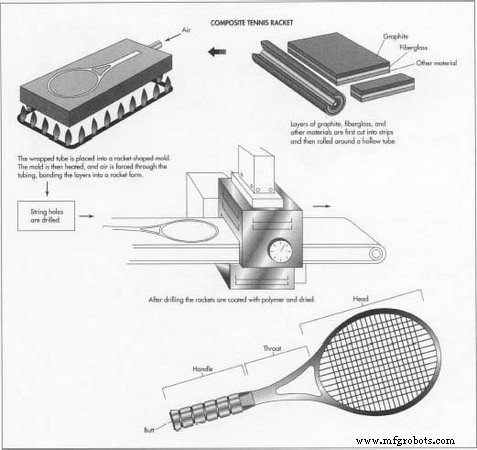 フレームが適切な硬度である場合。複合ラケットの剛性もテストされています。検査官は、通常、弦を張る前後に両方のタイプのラケットの重量を量り、仕様を満たしていることを確認します。彼らはまた、バランスをチェックします。これは、ラケットがどれだけ上手くプレーするかにとって非常に重要だからです。頭やハンドルが重すぎないようにする必要がありますが、中間点近くでバランスを取ります(ただし、一部のモデルは意図的に頭が重くなるように設計されています)。グロメットの穴が検査されます。これらが滑らかでないか均一でない場合、弦の張力が影響を受け、弦が粗いエッジに対して破損する可能性があります。仕上げの細部も目視検査を受けます。バットキャップはぴったりとフィットし、フレームとストリングの印刷は均一でクリアでなければなりません。グリップはスムーズに巻かれ、傷や引っかき傷があってはなりません。一部のラケットは、特に新しいデザインの場合、プレイテストが行われる場合があります。
フレームが適切な硬度である場合。複合ラケットの剛性もテストされています。検査官は、通常、弦を張る前後に両方のタイプのラケットの重量を量り、仕様を満たしていることを確認します。彼らはまた、バランスをチェックします。これは、ラケットがどれだけ上手くプレーするかにとって非常に重要だからです。頭やハンドルが重すぎないようにする必要がありますが、中間点近くでバランスを取ります(ただし、一部のモデルは意図的に頭が重くなるように設計されています)。グロメットの穴が検査されます。これらが滑らかでないか均一でない場合、弦の張力が影響を受け、弦が粗いエッジに対して破損する可能性があります。仕上げの細部も目視検査を受けます。バットキャップはぴったりとフィットし、フレームとストリングの印刷は均一でクリアでなければなりません。グリップはスムーズに巻かれ、傷や引っかき傷があってはなりません。一部のラケットは、特に新しいデザインの場合、プレイテストが行われる場合があります。
未来
テニスラケットの科学は驚くほど複雑です。製造プロセスではなく、ボールがラケットに接続するときの弦とフレームの振動の物理学です。ラケットは現在、数学を使用して重量、サイズ、および材料の変化の影響を計算する実験室の科学者によって設計されています。許容できるラケットを管理するルールは非常に広いため、イノベーターには多くの余裕があります。新しいラケットは、コンピューター支援設計(CAD)とコンピューター支援製造(CAM)で作成されており、材料の剛性と重心を正確に計算できます。そのような高度な科学がテニスラケットに惜しみなく与えられているので、間違いなく、風変わりな機能を備えた新しいモデルが開発され続けるでしょう。今日の傾向は、より軽く、より大きなラケットに向かっており、これらは高度な材料工学のおかげで実行可能です。
製造プロセス