


ローション付きティッシュ
背景
ティッシュペーパーは、現代社会の個人衛生に広く使用されている紙製品のクラスに属しています。このタイプの他の製品には、ペーパータオル、ナプキン、および衛生(またはトイレ)ティッシュが含まれます。これらの製品は、吸収性が高く、柔らかく、柔軟性があるように設計されています。これらの心地よい触覚特性は、それらの使用を考慮すると、顔や浴室の組織にとって特に重要です。心地よい肌触りを最適化するために、軟化剤やローションタイプの成分を使ってティッシュを開発し、体のデリケートな部分への擦れの影響を減らしています。
このタイプのティッシュは、不織布がセルロース繊維と水の溶液から作られ、シートに成形され、次に軟化剤でコーティングされるプロセスによって作られます。最後に、コーティングされた生地は個々のティッシュにカットされ、折りたたまれ、販売用にパッケージ化されます。
組織の柔らかさは、柔軟性や剛性、質感、摩擦特性などのシートの物理的特性を特徴とする触覚です。歴史的に、布の他の特性に干渉することなく組織表面を柔らかくすることは困難でした。たとえば、組織内の繊維が相互作用する方法を妨害する薬剤を追加することにより、柔らかさを増すことができ、それらを互いにより緊密に結合させないようにする。これらは剥離剤として知られています。ただし、これらの材料は布の引張強度を低下させる傾向があり、接触すると皮膚を刺激する可能性があります。生地を油性素材でコーティングすることで、柔らかさを高めることもできます。ただし、これにより、組織が吸収できる水分の量が制限されます。実際、コーティングは布地を非常に疎水性(水を嫌う)にする可能性があるため、下水処理場で適切に処理することはできません。別の問題は、コーティング材料によっては、ティッシュが使用できなくなるまで布の強度が低下する可能性があることです。この問題を克服するために、特定の樹脂を追加するか、繊維がよりよく結合することを保証する機械的プロセスによって、布の強度を高めることができます。ただし、強度を上げると、生地が硬くなり、手触りが悪くなる傾向があります。これらの課題に直面して、ティッシュメーカーは、消費者が許容できると感じる製品を作成するために、柔らかさと吸収性および強度のバランスをうまくとる方法を設計しました。
原材料
不織布ティッシュペーパー
ティッシュペーパーは、セルロース繊維パルプから作られた不織布です。ティッシュペーパーパルプに使用される一般的な繊維には、木材(落葉樹または針葉樹のいずれかから)、レーヨン、バガス(サトウキビの茎の一種)、および再生紙が含まれます。これらの繊維は、ハイドロパルパーと呼ばれる機械で浸軟されます。これは、繊維束を分解する底部に急速に回転するローターを備えた円筒形のタンクです。このプロセスでは、繊維は調理液中で水とカルシウム、マグネシウム、アンモニア、または亜硫酸水素ナトリウムのいずれかと混合されます。この混合物は、重量に基づいて約0.5%の固形分を含む粘稠なスラリーに調理される。この混合物に漂白剤を加えて、パルプを白くし、明るくします。一般的な漂白剤には、塩素、過酸化物、またはハイドロサルファイトが含まれます。次に、繊維が完全に汚染物質を含まなくなるまで、パルプを複数回洗浄および濾過します。 「家具」として知られるこのパルプと水の混合物は、製紙プロセスの準備ができています。
ローション(軟化添加剤)
軟化剤は、触覚特性を改善するためにティッシュ生地にコーティングされた油性またはワックス状の材料です。これらの材料は濃度が高すぎて紙に直接コーティングできないため、最初に水で希釈する必要があります。ただし、これらの油は水に溶解しないため、界面活性剤または界面活性剤として知られる化学物質を使用して水に分散させる必要があります。水、油、および界面活性剤の混合物は、エマルジョンとして知られています。マヨネーズは食品エマルジョンの一例です。
ローションに使用される油性材料には、通常、植物油および鉱油、植物または動物由来のワックス、脂肪材料、およびシリコーンベースの油が含まれます。理論的には、これらの材料はすべて適切なティッシュペーパー軟化剤ですが、経験によれば、吸収性など、紙の他の望ましい特性を妨げるため、それらの多くはうまく機能しません。ティッシュ業界は、ローション素材の独自の特許取得済みの組み合わせを開発する必要がありました。これは、正しい比率でブレンドおよび適用すると、ティッシュに悪影響を与えることなく適切な軟化を提供します。これらの材料には、水との相互作用を可能にする複数の酸素-水素基を持つポリヒドロキシ化合物が含まれます。したがって、これらのコンパウンドは、水分を過剰にブロックすることなく、紙の表面を柔らかくすることができます。ポリヒドロキシ化合物の例には、グリセリン、プロピレングリコール、ポリオキシエチレングリコール、およびポリオキシプロピレングリコールが含まれる。それらは、乾燥組織重量に基づいて0.1〜1%の濃度で使用されます。他の有用な薬剤には、紙をさらに柔らかくするために慎重に添加される石油およびシリコーンベースの油の混合物が含まれる。これらのオイルは、ウェブを防水し、吸収性を奪うことを避けるために、低レベルで使用する必要があります。油を水に分散させるために界面活性剤が添加されます。紙処理エマルジョンで使用される典型的な界面活性剤はセチルアルコールです。セチルアルコールは、その化学構造によって油と水を組み合わせることができる脂肪質の物質です。
製造
プロセス
不織布の準備
パルプ混合物をプレスする、または布のような紙の不織布シートに供給するために、さまざまな特殊な装置が使用されます。不織布は、その製法が従来の生地とは異なります。従来のファブリックは、ファイバーを織り合わせてファイバーループのインターロッキングネットワークを作成することで作られています。不織布は、繊維を機械的、化学的、または熱的にインターロックすることによって組み立てられます。不織布を組み立てる主な方法は、ウェットレイドプロセスとドライレイドプロセスの2つです。ウェットレイドプロセスは、ティッシュの製造に使用される不織布のタイプを作るために使用されます。
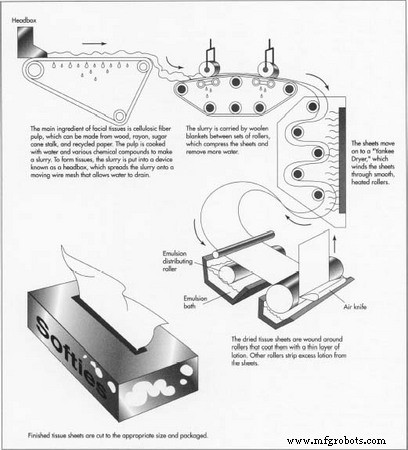
- 1スラリーはヘッドボックスと呼ばれる装置に流れ込み、ヘッドボックスはそれをFourdrinierと呼ばれる動く金網に広げます。 Fourdrinierは、長さが約50フィート(15 m)以上の連続したワイヤーベルトで、テーブルのように伸ばされています。繊維がこのベルトを下って移動すると、水の多くが金網の穴から排出されます。湿った繊維のシートは、フェルトと呼ばれる一連のウールの毛布によって、いくつかのロールのセットの間に運ばれ、さらに圧縮されてより多くの水分が除去されます。この時点で、シートはティッシュペーパーの作成に特に適した乾燥機に移すのに十分な強度があります。
-
2ティッシュペーパードライヤーはヤンキードライヤーと呼ばれ、直径10〜12フィート(3〜4 m)の蒸気加熱された高度に研磨されたローラーで構成されています。濡れたシートは重い帆布のフェルトで運ばれ、ローラーの上と周りに通されます。連続するパスごとに、用紙が適切に乾燥するまでローラーがさらに水を除去します。必要に応じて、脱水プロセス中にウェブを支持体のアレイ上に並置することにより、パターンを組織に刻印することができる。 (または、ウェブを脱水して別のインプリンティングラインに移すこともできます。)ライン上の隆起したサポートは、生地に隆起と谷を作成します。これらはさまざまな繊維密度の領域であり、最終的なシート上に小さなパターン化された「枕」として表示されます。必要に応じて、シートの選択した部分に真空を適用することにより、これらの高バルク領域をさらに高密度化することができます。
布が所望の厚さに圧縮された後、それは「ウェブ」と呼ばれる。これで、Webは追加処理の準備が整いました。カレンダースタックと呼ばれる大きな垂直ローラーにコーティングまたは保管して、次の操作を待つことができます。
ローションの準備と塗布
- 3ローションは、高速混合ブレードを備えた蒸気加熱バッチタンクで調製されます。油と水は予熱することができ、高剪断力で一緒にブレンドしてエマルジョンを形成します。完成したローションは、紙の表面に塗布する準備ができており、バッチタンクからコーティング装置に接続された保持容器にポンプで送られます。
- 4不織布ウェブは一連の製紙ベルトに供給されます。それがベルト上を移動するとき、ウェブは乳剤分配ローラーと接触し、それはローションを保持タンクから引き出し、薄いフィルムをウェブ上にコーティングする。ウェブがオーバーコートされるのを防ぐために、理想的には少量のローション(0.3%以下)を塗布します。ただし、コーティングが湿潤剤として機能する追加の界面活性剤を使用して設計されている場合は、組織が疎水性層から水分を吸収するのを助けるために、より高いレベルを使用できます。コーティングローラーを通過した後、ウェブはベルトに沿って他のローラーに続き、生地から余分なローションを取り除きます。プロセスの合間に、紙の繊維、接着剤、その他の添加剤を取り除くベルトクリーニングシャワーによってベルトを清潔に保ちます。
成形作業とパッケージング
- 5ウェブは、希望の幅にカットする一連の回転ナイフを通過します。次に、コーティングされた組織は組織サイズの間隔でスライスされ、折りたたまれ、箱またはセロハンラップに包装されます。
副産物/廃棄物
ティッシュの製造とコーティングのプロセスでは、かなりの量の廃棄物が発生しますが、その多くは再生可能です。パルプ化プロセスからの廃繊維は、洗浄して再利用できます。スラリーおよびその後の操作で使用される水はリサイクルできます。残念ながら、コーティングやその他の処理に使用された化学物質の回収はほとんどまたはまったくなく、さまざまな使用済み溶液の廃棄は業界にとって問題となっています。
品質管理
ティッシュペーパー業界で使用される多くの品質管理手段があります。ローションの塗布に関連するものには、分析テストと主観的なパネル評価が含まれます。組織に沈着する物質の量は重要であるため、業界は組織表面に実際に存在する量を測定するためのさまざまなテストを確立しています。たとえば、存在するポリヒドロキシ化合物の量は、Webul溶媒抽出として知られている方法を使用して組織サンプルから化合物をストリッピングすることによって決定できます。次に、化合物の量を分光器またはクロマトグラフで測定します。界面活性剤の濃度は、同様の方法で確立することができます。
これらの分析技術は特定の化学物質のレベルを正確に決定できますが、生地の柔らかさを評価することはできません。この触覚特性は、訓練を受けたパネリストによる主観的な評価によって評価されます。これらの評価の前に、ティッシュファブリックは72-111°F(22-44°C)の一定温度と10-35%の相対湿度に平衡化されます。次に、生地を湿度50%でさらに24時間コンディショニングします。次に、パネリストは見本を感じ、柔らかさ、柔軟性、滑らかさの程度を評価するように求められます。評価は、米国材料試験協会(ASTM)によって説明されているように、一対比較によって行われます。被験者にはブラインドベースでサンプルが提示され、触覚の柔らかさに基づいてサンプルを選択する必要があります。結果は、「はるかに柔らかい」、「やや柔らかい」、「同等に柔らかい」、「あまり柔らかくない」などのスケールで生地を評価するパネルスコアユニットで報告されます。
組織が水で濡れる能力である吸収性は、乾燥した組織が水で完全に飽和するのに必要な時間を測定することによって定量化されます。この測定は、濡れ時間として知られています。この場合も、ファブリックは指定された温度と湿度に平衡化されます。次に、それを小さな正方形に切り、くしゃくしゃにしてボールにし、3 qt(3-1)の水のビーカーの表面に置きます。ボールが水に当たるとタイマーがスタートし、ボールが水に完全に濡れるまでの時間が測定されます。平均測定値を得るために、5つのボールの5つのセットがテストされます。吸収率は、製造直後の新鮮な組織サンプルと、少なくとも2週間経過したサンプルで測定されます。コーティング剤が組織の表面で硬化するため、吸収性は時間の経過とともに低下するため、これは重要です。
組織の密度も厚さ試験機で測定して布の厚さを評価し、次にその質量、体積、および面積を計算します。糸くず(組織から剥がれる緩い糸くずの量)は、サザーランド摩擦テスターとして知られているモーター駆動装置によって黒い羊毛の一部に対してサンプルを研磨することによって測定されます。次に、比色分析を使用して、羊毛に移されたリントの量を決定できます。
未来
廃化学物質に関する環境への懸念の高まりは、将来、生分解性またはリサイクル可能な原材料を使用するローション配合の改善につながる可能性があります。業界は、製造プロセスをより速く、よりエネルギー効率の高いものにする方法を継続的に研究しています。最後に、ローションでコーティングされた組織を非常に望ましいものにする心地よい触覚特性を犠牲にすることなく、不織布の強度を改善するための方法を開発することができる。
製造プロセス