


デンタルフロス
背景
デンタルフロスは、歯の間や歯と歯茎の間に挟まれた破片を取り除くために使用される細いフィラメントです。 1994年、アメリカ人は250万マイル以上のデンタルフロスを使用しました。これは、地球を100回以上周回することに相当します。
デンタルフロスを使用すると、歯や歯の間、歯茎の下の歯の表面に形成される細菌でできた粘着性のあるゲル状の物質である歯垢を取り除くのに役立ちます。歯垢が除去されない場合、それは硬化し、歯石と呼ばれます。歯石が蓄積すると、歯肉炎や歯茎の炎症が起こり、通常は発赤、腫れ、出血を伴います。最終的に、歯茎は歯から分離し始め、頻繁に感染する「ポケット」を形成します。これをチェックしないと、歯を支えている骨が破壊され、歯が失われます。これを避けるために、大人と10歳以上の子供は少なくとも1日1回デンタルフロスを使用することをお勧めします。デンタルフロスはバクテリアを乱し、歯垢を作り、最終的に歯茎や骨の病気を引き起こす前にバクテリアを止めます。
フロスはストリングまたはリボンの形で入手でき、軽くワックスを塗ったり、ワックスを塗ったり、ワックスを塗ったりすることができます。また、シナモン、ミント、バブルガム、プレーンなどのいくつかのフレーバーで利用できます。歯の間に十分なスペースがある場合は、リボンフロスが最も効果的な選択です。赤ちゃんと子供の歯は間隔が広いので、リボンフロスは子供にとって最も一般的な選択です。一方、歯に接触点がある場合、つまり、歯が互いに接触している場合は、幅の狭いデンタルフロスまたはデンタルフロスを選択することをお勧めします。混雑した歯や曲がった歯の間での使用には、ワックスを塗った、または軽くワックスを塗ることをお勧めします。
原材料
デンタルフロスは通常、ナイロンまたはテフロンの2つのポリマー(合成化合物)のいずれかで作られています。ナイロンは、長鎖合成ポリアミドの繊維形成物質として定義されています。ポリアミドは、複数のアミド基を特徴とする化合物です。アミドはアンモニアに関連する化学物質です。テフロンは、ポリマーポリテトラフルオロエチレン、またはPTFEの商品名です。他の原材料はコーティングであり、ワックス、フレーバー、およびメーカーによって異なるさまざまな独自の成分である可能性があります。
製造
プロセス
フィラメントの押し出しと撚り(ナイロンの場合)
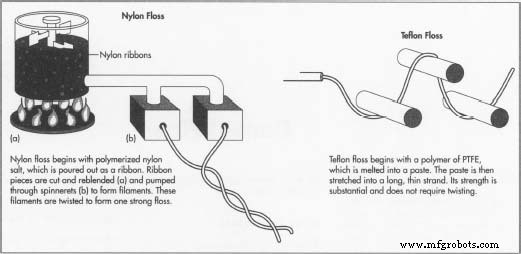
- 1ナイロンからフロスを作るには、ナイロン塩を重合させ、得られたポリマーをリボンとして注ぎ出します。次に、それは小さなチップ、フレーク、またはペレットにカットされます。これらはブレンドされ、再溶解され、紡糸口金を通してポンプで送られ、フィラメントを形成します。ナイロンが冷えると、フィラメントが固化して再凝集し、糸を形成します。フィラメントの端を組み合わせて、1本のフロスを作成します。ナイロンを正しくねじることは、このプロセスの重要な部分です。 1インチあたりの平均回転数は2.5〜3.5です。ツイストはフロスに強度を加えるだけでなく、ほつれや破損を大幅に減らします。
フロスは多くのフィラメントで構成されているため、さまざまな「デシテックス」で製造できます。
 デンタルフロスは通常、ナイロンまたはテフロンの2つの合成化合物のいずれかで作られています。デシテックスは、10,000メートルのワックスをかけられていないナイロンの重量(グラム)として定義されます。デンタルフロスも「デニール」で測定されます。デニールは、9,000メートルのコーティングされていないフロスの重量(グラム)として定義されます。デシテックスまたはデニールの数値とデンタルフロスのストランドの太さの間には直接的な相関関係があります。この値が増加すると、ストランドの太さも増加します。
デンタルフロスは通常、ナイロンまたはテフロンの2つの合成化合物のいずれかで作られています。デシテックスは、10,000メートルのワックスをかけられていないナイロンの重量(グラム)として定義されます。デンタルフロスも「デニール」で測定されます。デニールは、9,000メートルのコーティングされていないフロスの重量(グラム)として定義されます。デシテックスまたはデニールの数値とデンタルフロスのストランドの太さの間には直接的な相関関係があります。この値が増加すると、ストランドの太さも増加します。
テフロンでデンタルフロスを作る
- 2テフロンデンタルフロスを製造するために、ポリテトラフルオロエチレン(PTFE)のポリマーが配合されています。次に、ポリマーを溶かしてペーストにし、長く細いストランドに伸ばします。次に、ポリマーは1つまたは複数の方向に膨張します。 PTFEが切断され、さまざまなデニールが形成されます。 PTFEが処理された後、その引張強度はかなりのものになります。マルチフィラメントナイロンフロスとは異なり、PTFEはモノフィラメントであり、細断したり壊れたりしにくいです。したがって、このプロセスではねじれは必要ありません。製造工程中の伸びの速度は、このフロスにその追加の強度を与えます。
フィラメントコーティング
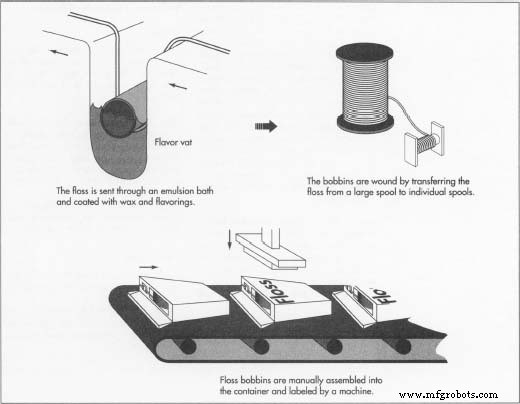
- 3このプロセスにより、メーカーはフロスに独自の独自のコーティングを浸透させることにより、製品を差別化することができます。コーティングはエマルジョンバスで行われ、フロスはワックス、フレーバー、およびその他の望ましいコーティングを通して一定の速度で引っ張られます。
ボビン巻き
- 次に、4つのフロスボビンが円筒形またはロールタイプの2つの形状のいずれかで巻かれます。フロスボビンを巻くには、あるタイプのスプールから別のタイプに糸を移す装置を使用する必要があります。円筒形のボビンは、チューブまたは長方形のパッケージを通して分配されます。フロスが中央から引っ張られるか、最初に外層から引っ張られる場所で巻くことができます。このタイプのボビンの利点は、より多くのヤードを収容できることです。ロールボビンは、より一般的なタイプのフロスボビンです。それは、外層からのみ引っ張ることによって平らな容器を通して分配されます。
ケース成形
- 5ナイロンフロスの標準的なケースは、角度の付いた2ピース構造で、通常はポリプロピレンで、フロススプールを保持するインサートが付いています。最近、多くのメーカーが、製品の使用を測定するためのウィンドウとグリップを容易にするための溝を組み込んだワンピースの「クラムシェル」構造を使用して、フロスディスペンサーをアップグレードすることを選択しました。
アセンブリ
- 6フロスボビンは通常、手動でフロスコンテナに組み立てられます。ボビンコアはそれらを分離するためにカットされます。次に、それらを容器に入れ、フロスを金属製のカッティングクリップに通し、カバーを閉じます。これで、パッケージにラベルを付ける準備ができました。または、コンテナが事前に装飾されている場合は、梱包と出荷の準備ができています。
装飾
- 7装飾には、パッド印刷、ラベリング、熱転写の3つの基本的な方法があります。パッド印刷は、米国で使用されている装飾の最も一般的な形式です。ヨーロッパに輸出されるほとんどの製品では、ラベル付けが推奨されます。熱転写は、パッド印刷画像と同等以上の画質を生成し、より広い範囲の色とデザインを可能にするという利点があります。
パッケージング
- 8マーケターは、ブリスター包装(段ボールの裏に貼られたプラスチックの型で、ディスプレイペグに掛けることができます)を好みます。これは、パッケージを目立つように表示し、環境に良いと考えられる紙の包装の必要性を排除するためです。もう1つのパッケージングの傾向は、デンタルフロスを歯ブラシと一緒にパッケージ化することです。 歯磨き粉、またはうがい薬。
未来
最近、2つの大手メーカーが新しいタイプのフィラメントを使用したデンタルフロスを開発しました。 Oral-BラボラトリーズはOral-BULTRAFLOSSを導入しました。一連のストレートナイロンストランドを備えた従来のデンタルフロスや通常のデンタルフロスとは異なり、ULTRA FLOSSは、細断やほつれに強い特許取得済みのインターロッキングファイバーのネットワークを含む超強力フィラメントを備えています。 ULTRA FLOSSの織りのスポンジ状のテクスチャーも、従来のフロスとは異なる働きをします。薄く伸びて狭い歯のスペースに簡単に収まり、元の厚さに戻って歯垢をフィラメントに閉じ込めます。 ULTRA FLOSSは、敏感な歯茎に対して柔らかく、指にやさしく、米国歯科医師会が推奨する長さである18インチ(46 cm)のセグメントに事前に測定されています。
ジョンO.バトラーカンパニーは、デンタルテープのように機能するデンタルフロスであるバトラーウィーブを紹介しました。この滑らかで細断されにくいフロスは、歯の間で引っ張られると広がり、効果的な歯垢除去のために歯とのより多くの表面接触を提供します。さらに、その薄くて平らなプロファイルは、タイトな接点間を簡単に滑ります。
製造プロセス