


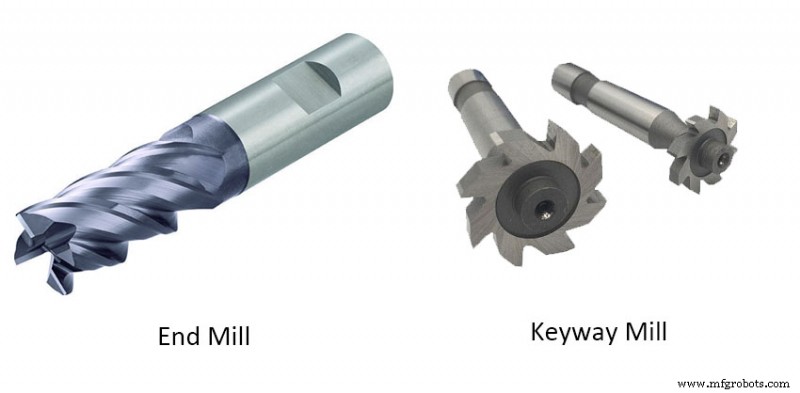
エンドミルとキーウェイミルの違いは何ですか?
エンドミルとキー溝フライスの違いがわからない人もいます。一部のシナリオでは使用方法が似ていますが、相互に置き換えられるという意味ではありません。今日は、一般的な科学であるエンド ミルとキー溝加工について説明します。ナイフの違いは何ですか?エンドミルの違いと使い分け方
エンド ミルとキーウェイ ミルの違いは何ですか?
1.さまざまな用途
垂直フライスは平面または円筒面の加工に使用され、その外径は比較的緩いのに対し、キー溝フライスはキー溝の加工に使用され、その外径はキー溝とキー溝の適合品質に直接影響するため、公差はより厳しくなります。
2.歯の数が違う
通常、エンド ミルには 3 つ以上の刃があり、キー溝フライスには通常 2 つの刃があります。
3.エッジの違い
作業効率を上げるためにエンドミルには複数の切り代があり、径が大きくなればなるほど切り代が増えます。キー溝フライスには一般に 2 つのマージンがあり、主にドリル ビットのように軸送りを行います。
4.フィードが違う
エンドミルは軸方向にツールに入ることができず、同時に軸方向にツールに入るには半径方向に移動する必要があります。キー溝フライスは軸方向に工具に入ることができます。これはドリル ビットと同等であり、平底の穴をあけることができます。
さまざまなエンド ミルの見分け方と使用方法
1.刃数と刃長が異なるエンドミル
エンドミルの切削方法に合わせて刃数を選択します。
例えば、工具径と同じ切削幅で溝切りを行う場合、より大きなチップポケットが必要になります。この場合、2枚刃エンドミルが一般的です。切削幅の小さい側面切削を行う場合は、工具剛性を優先して多刃エンドミルを選択してください。
刃の長さの選択
溝形状の深さなど加工形状に応じて最適なエンドミル刃長を選定してください。再研磨回数を重視して長すぎるエンドミルを選定するとびびり振動が発生し、エンドミルの特性を十分に生かすことができず、高精度な仕上げ加工が困難になります。表面およびその他の悪影響。
2.ねじれ角の異なるエンドミル
エンドミルのねじれ角が大きいほど、ワークと刃先との接触距離が長くなります。これにより、単位長さあたりの刃先への負荷が軽減され、工具寿命が延びます。ただし、同時に切削抵抗も大きくなりますので、クランプ剛性の高いツールホルダの使用を検討する必要があります。
熱伝導率が低く、刃先の熱影響が大きいステンレス鋼などの難削材は、大ねじれエンドミルで切削することで長寿命化が図れます。また、ねじれ角により仕上げ面の特性が変わります。たとえば、滑らかな仕上げが必要な場合は、大ねじれタイプのエンドミルを使用することがあります。
ただし、ねじれ角の大きいエンドミルを使用すると切削抵抗が大きくなり、直ねじれ角の工具の抜け力も大きくなりますので、クランプ力の高いホルダーを使用するなどの対策が必要です。
工具の剛性は確保できますが、薄板加工などワーク剛性が低い場合は、小ねじれタイプのエンドミルを使用することもあります。
製造プロセス